Industrial Conveyor Systems
Find innovative conveying equipment and connect directly with world-leading technology suppliers
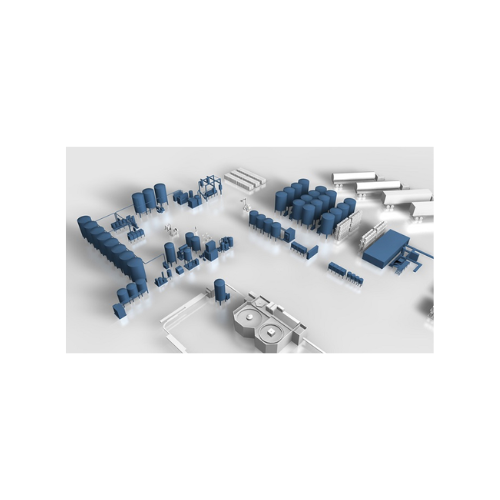
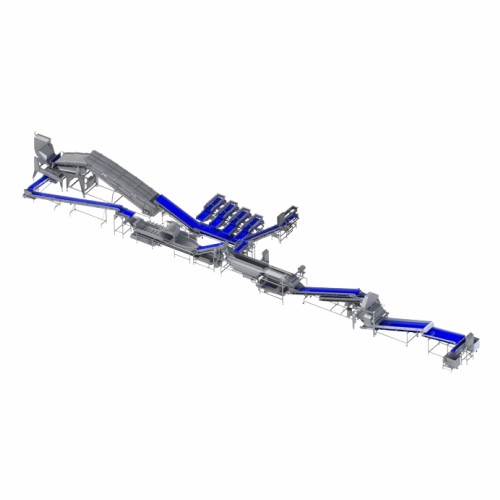
Conveyor systems are used for moving materials from one location to another. Considerations for choosing a suitable industrial conveying system include the nature of the product, its physical state, the desired conveying rate, and sensitivity of the product to heat and mechanical shock. Conveying equipment is used in the food, pharmaceutical, chemical, biomass, and mineral industries to move materials around a warehouse as well as to transport bulk powders, granules, and grains for processing and filling. These types of systems are usually automated and there is a wide variety of solutions to choose when it comes to the type of conveyor. Types include screw, gravity, chain, roller and belt conveyors.
Conveyor systems are an essential part of modern manufacturing. They are used to move materials efficiently and quickly from one location to another. When choosing industrial conveyor technology, there are several factors to consider. One of the most important considerations is the nature of the products being transported. More considerations include the physical state of the material, the desired conveying rate, and the sensitivity to heat and mechanical shock. All of which will play a role in selecting the right conveyor for the job.
This technology is commonly used in industries such as food, pharmaceutical, chemical, and biomass They are used in warehouses and distribution centers to move products around. As well as to transport bulk powders, granules, and grains for processing and filling. With the advent of automated conveyor systems, the handling of materials has become more efficient, saving both time and money.
There are several types of conveyors available. These include roller, chain, screw, gravity, and belt conveyors. Each type has its own advantages and disadvantages. And the selection of the appropriate conveyor system depends on the specifications and throughput of the material to be transported.
Roller conveyors are ideal for moving products with flat or smooth surfaces. while chain conveyors are suited for heavy loads or products that require a more robust design. Overhead conveyors are useful for moving products over longer distances. And gravity conveyors are ideal for situations where items need to be moved continuously or intermittently.
The system design is a crucial consideration when selecting conveying technology. Design should take into account the space and layout of the warehouse. As well as the specific requirements of the material being transported.
What are you making?

Aggregates

Bagels

Baguettes

Crushed stone

Dry pet food

Drymix building materials

Feed concentrates

Floating pellets
Fly ash

Ink

Limestone

Marmalade

Masterbatches

Meat and bone meal

Mineral water

Peanut butter

Pelleted feed

Phosphorus fertilizer

Plant waste

Plasterboard

Port silos

Potato wedges

Salad dressing

Serums

Slow sinking pellets

Synthetic resin

Synthetic rubber

Tomato sauce

Toner

Accumulation conveyors

Belt conveyors

Bottle conveyor systems

Bulk solids conveyors

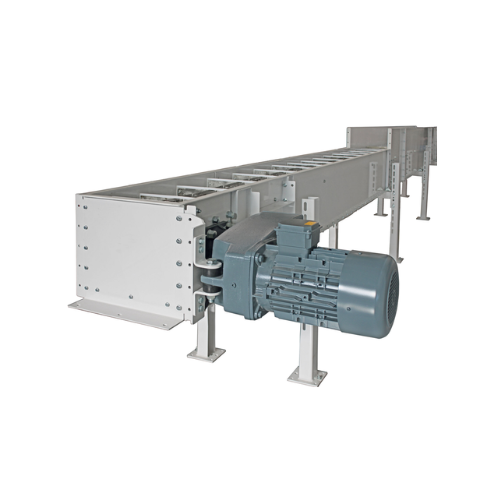
Chain conveyors

Conveying screws

Conveyor belt labellers
Conveyor belts

Conveyor dryers
Dense phase conveying systems

Hoists for vacuum conveyors
Horizontal motion conveyors

Mechanical conveyors

Modular belt conveyors

Pallet conveyors
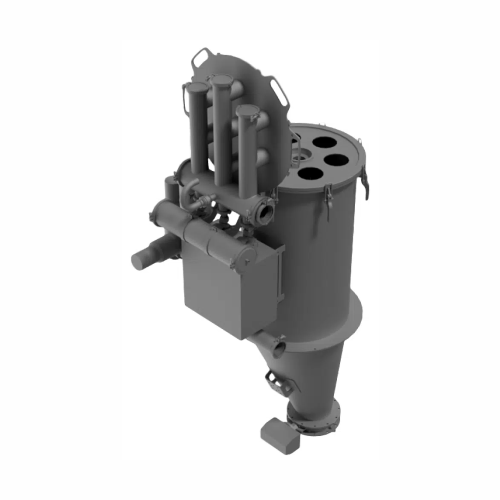
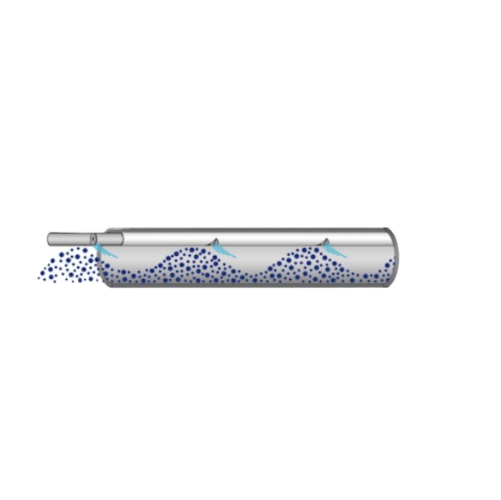
Pneumatic conveyors

Pressure conveying systems

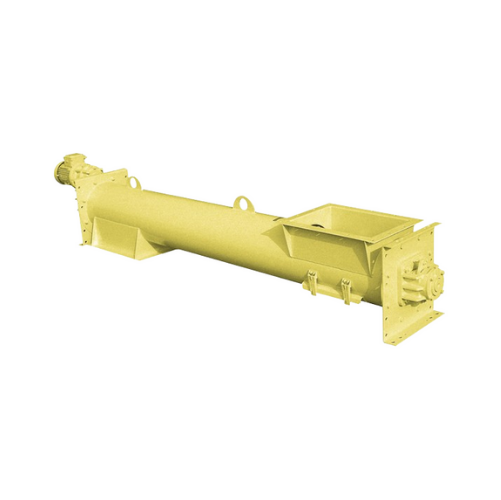
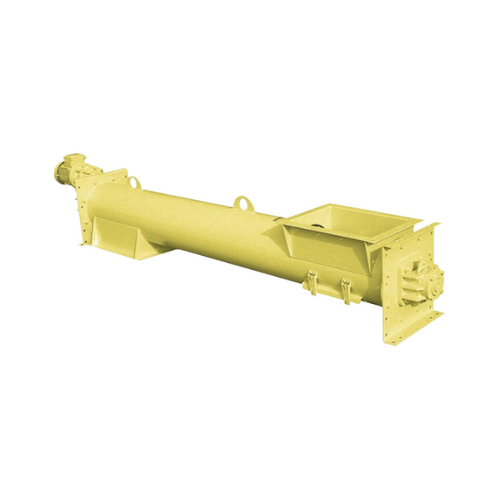
Screw conveyors

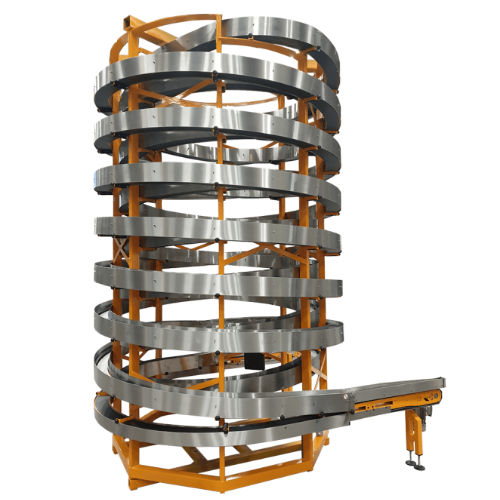
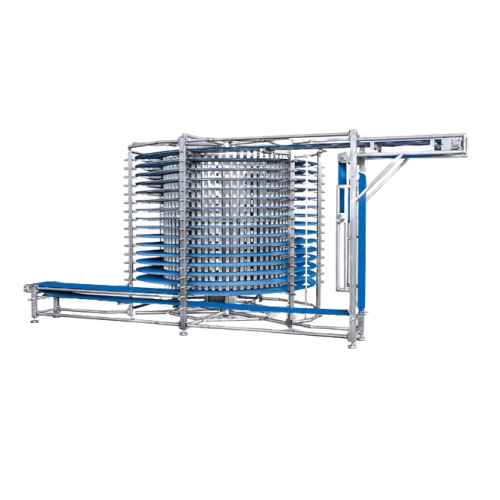
Spiral conveyors
Transfer conveyors
Tubular screw conveyors

Vacuum conveyors

Vertical conveyors

Vibrating conveyors
Which conveying technology do you need?
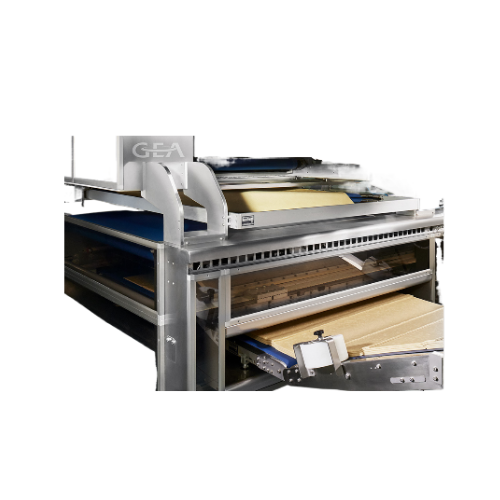
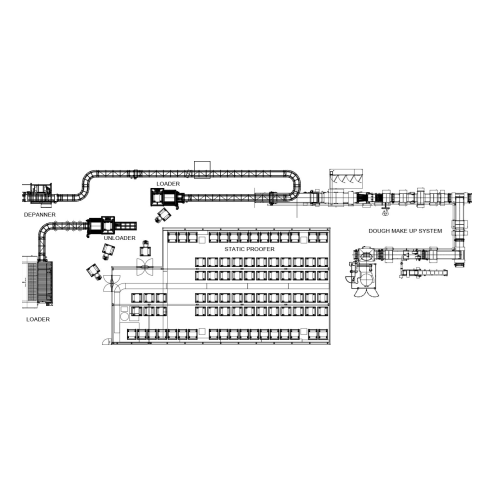
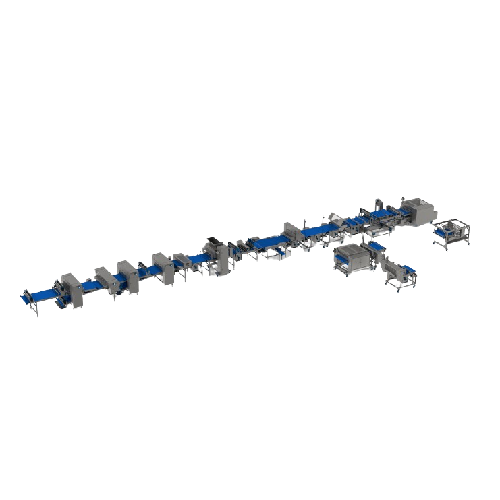
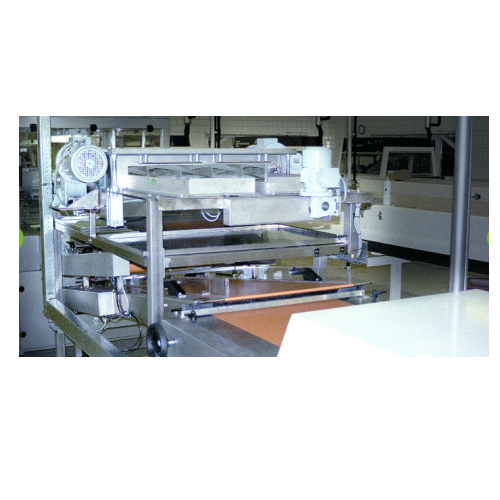
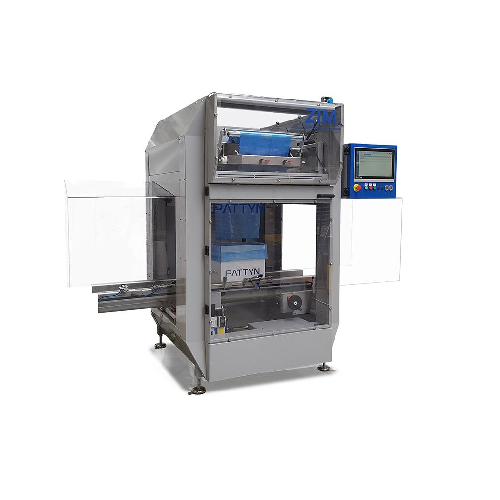
Industrial bakery conveying solutions
Ensure seamless, hygienic transport of bakery goods with precision-engineered conveyi...

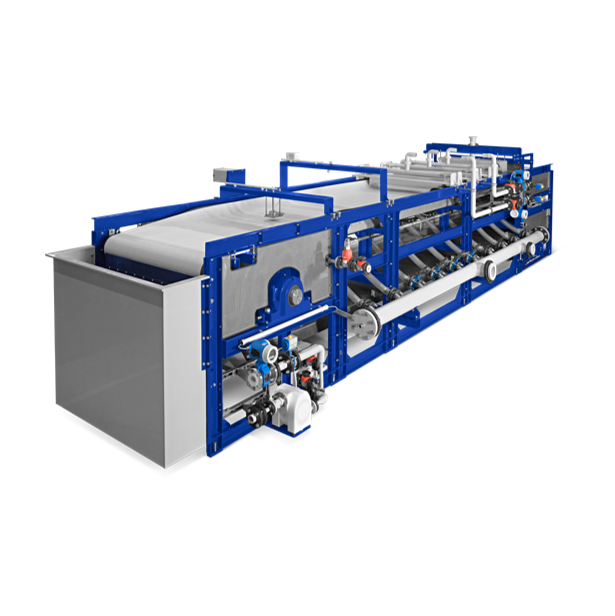
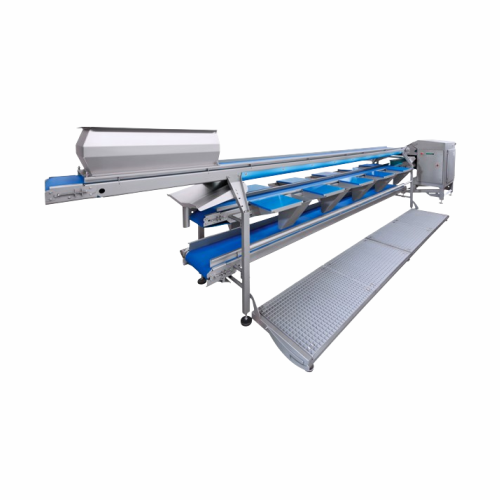
Water bunker belt for pre-cleaning and conveying tuber vegetables
Ensure efficient pre-cleaning and seamless integratio...
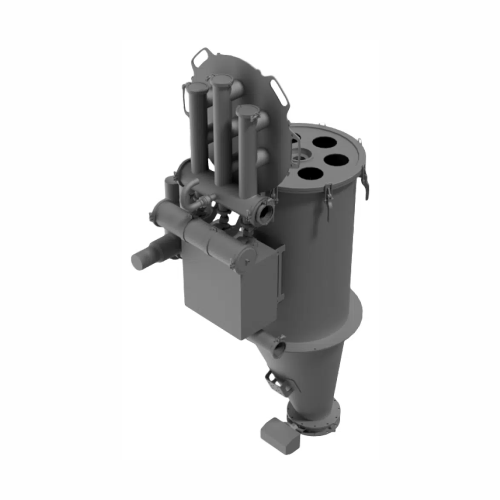
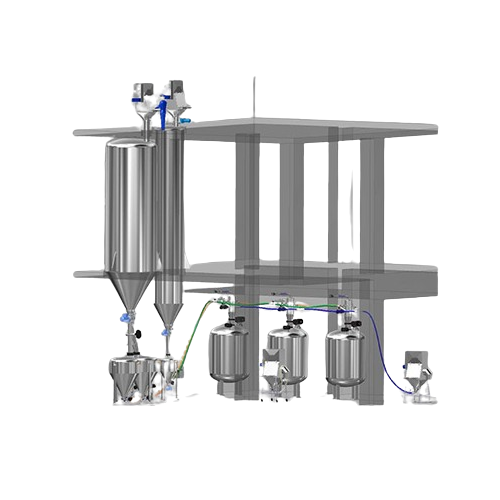
Dense phase vacuum conveying for fragile powders
Efficiently convey fragile powders without compromising their integrity, ...

Tablet deduster with upward conveying
Ensure consistent dedusting and deburring of tablets and capsules while maintaining h...

Bag break station for pneumatic conveying systems
Efficiently manage powder feeding and dust control in your production l...

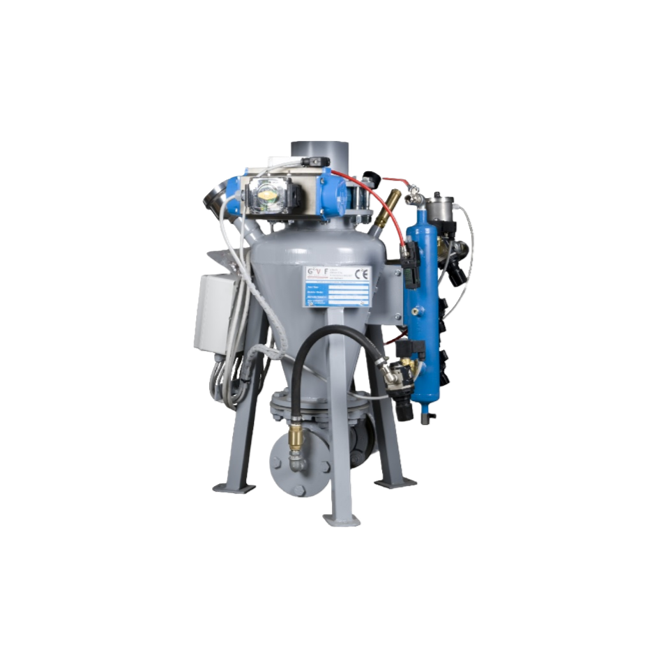
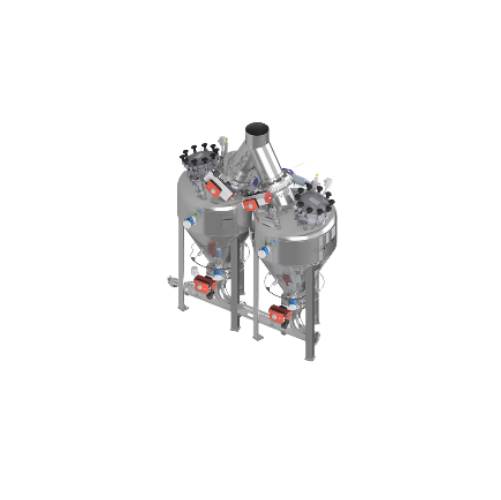
Dense phase pressure conveying system for fragile powders
Ensure gentle handling and long-distance transport of fragile ...
Roasted coffee handling and conveying system
Ensure the gentle handling of roasted coffee with versatile conveying solutio...
Green coffee handling and conveying systems
Efficiently handle and convey green coffee beans to maintain product integrity...
Ground coffee handling and conveying system
Enhance your coffee production with precise handling systems that ensure aroma...

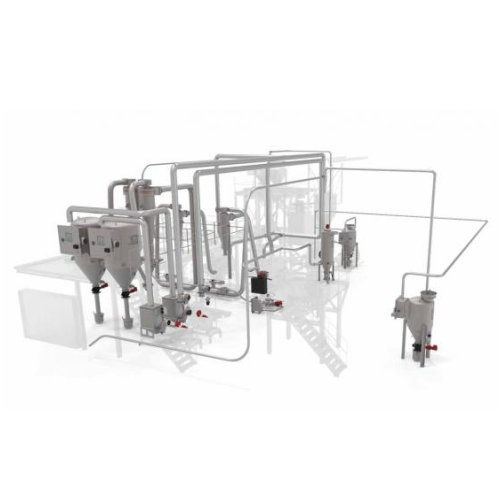
Pneumatic conveying systems for industrial applications
Efficiently transport bulk materials or liquids across your produ...

Pneumatic conveying system for bulk material handling
Efficiently transport bulk materials with precision through pneumat...

Mechanical conveying systems for bulk solids
Optimize your bulk material processes with advanced mechanical conveying syst...

Vacuum pneumatic conveying for infant nutrition
Ensure efficient handling of delicate powders with a versatile vacuum pneu...
Conveying controller for dense phase conveying
Streamline your dense phase conveying operations with precise control and m...

Dense phase pneumatic conveying system for powder transfer
Ensure gentle and efficient material transport with minimal m...

Pneumatic dilute phase conveying system for powders and bulk materials
Optimize your production line’s efficiency...
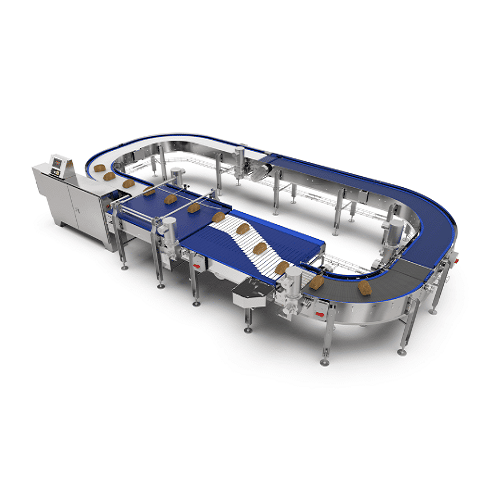
Conveying system for small, fragile products
Optimize your production line with high-capacity conveyors designed for effic...

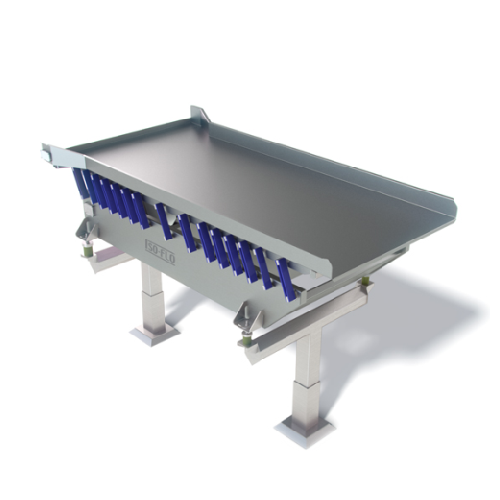
Vibration transport system for hygienic conveying of bulk goods
Optimize your production line with efficient and hygieni...
Industrial pneumatic conveying system for powders and granulates
Achieve hygienic and dust-free transport of powders and...

Lactose pneumatic conveying solution
Eliminate frequent production halts due to lactose buildup with our conveying solution...

Dilute-phase conveying solution for powder handling
Efficiently transfer powders and granules with robust leak containmen...

Dense-phase powder conveying system
Optimize your powder processing with a system designed to handle abrasive and fragile m...

Regenerative vacuum blower for pneumatic conveying
Optimize your material handling with a compact regenerative vacuum blo...

Industrial vacuum blower for continuous pressure conveying
Optimize your production line with reliable vacuum conveying,...

Vacuum sequencing blower for industrial conveying systems
For manufacturers handling bulk materials like powders and gra...

Vertical grain conveying solution for animal feed and bulk materials
Efficiently transport and elevate various bulk mat...
Automatic powder vacuum conveying system for infusion production
Enhance your production line with our vacuum conveying ...
Bakery product conveying solution
Optimize your bakery’s production line by seamlessly transferring diverse products ...

Compressed air loaders for material conveying
Efficiently convey diverse materials with minimal operator intervention, usi...

Automated powder and pellet product conveying system
Optimize your encapsulation process effortlessly with this fully aut...

Dense phase vacuum conveying system for powder handling
Effortlessly transport delicate powders and fragile granules with...

Lean phase pressure conveying for powder handling
Effortlessly transport and manage powdered materials with lean phase pr...

Lean phase vacuum conveying system for powder handling
Efficiently transport and separate powders and granules with preci...

Rotary tube selector valve for powder conveying
Streamline your pneumatic transport system with a robust solution that div...
Dense phase pressure conveying system
Efficiently transport high-capacity powders across long distances with precision and ...

Pneumatic conveying diverter valve for abrasive bulk materials
Streamline the flow of abrasive materials in your pneumat...

Industrial diverter valve for pneumatic conveying systems
Optimize your pneumatic conveying system with a versatile two-...

Pneumatic conveying diverter valve for multi-silo feeding
Optimize your pneumatic conveying system by efficiently direct...

Pneumatic conveying systems diverter valve
Effortlessly manage bulk material flow with precision, ensuring seamless transi...

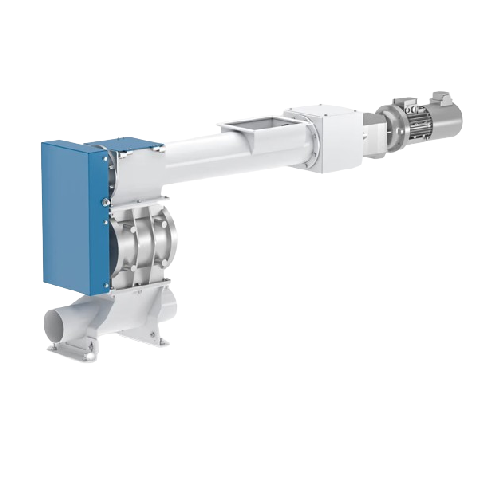
Dosing and conveying screw for dry bulk materials
Efficiently manage the precise dosing and conveying of dry, powder, and...

Industrial conveying system for carbon black and silica
Ensure dust-free conveyance of sensitive materials like carbon bl...

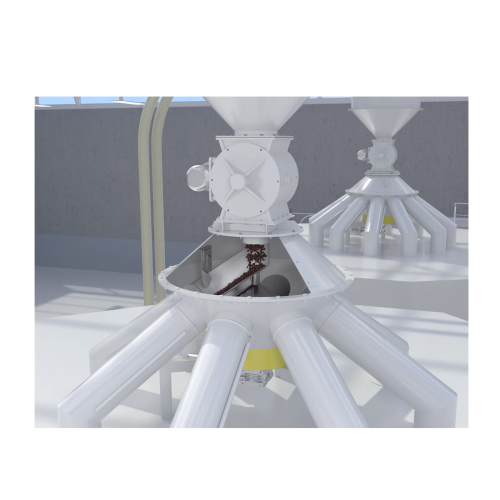
Rotary feeder for bulk material conveying
Enhance your material flow with precise metering and efficient conveying, ensuri...
Bulk solids conveying systems
Efficiently move and manage bulk materials with precision and reliability, ensuring seamless i...

Pneumatic conveying system for bulk solids
Ensure efficient and dust-free transport of bulk materials with a pneumatic con...
Flap diverter valves for pneumatic conveying
Streamline material flow in your pneumatic conveying system by effortlessly r...

Diverter valves for pneumatic conveying lines
Experience precise flow control in pneumatic conveying with diverter valves ...

Drum-type diverter valves for pneumatic conveying
Optimize your pneumatic conveying system by effortlessly controlling th...

Blow-through rotary valves for pneumatic conveying
Optimize your pneumatic conveying systems with high-efficiency blow-th...
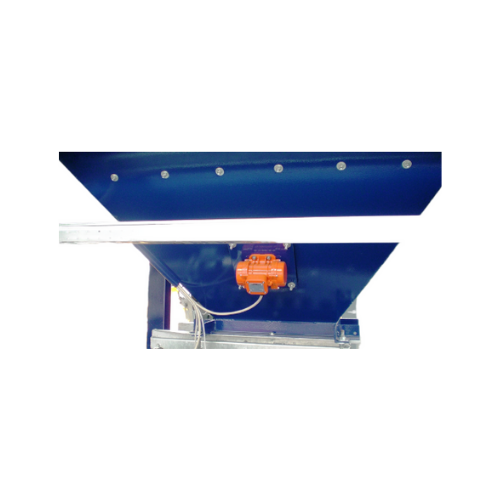
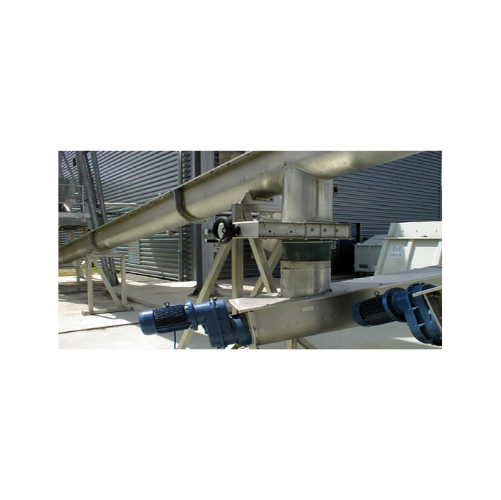
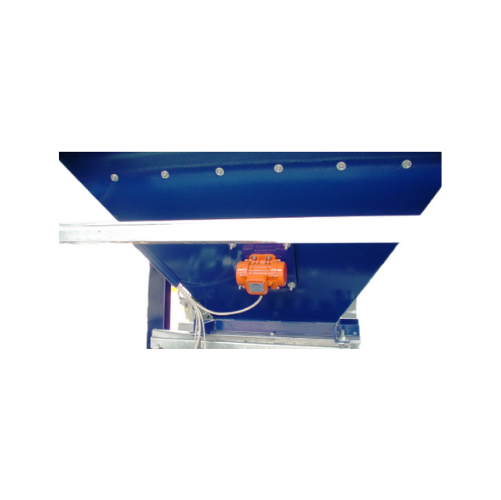
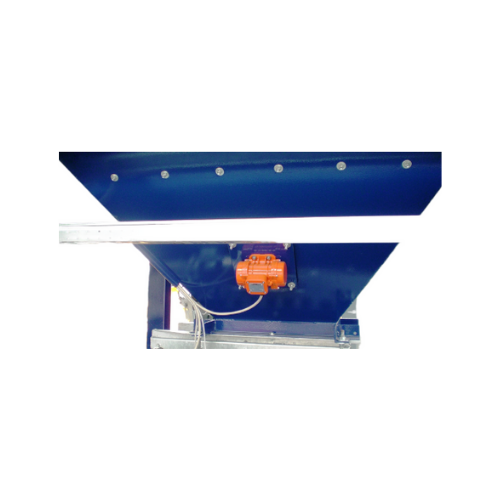
External electric motovibrators for bulk solids conveying
Enhance material flow efficiency and solve challenging dischar...

Pipe couplings for pneumatic conveying lines
Ensure a secure and quick connection for your pneumatic lines with these pipe...

Heavy-duty vertical conveying for aggregates and minerals
Achieve efficient vertical transport of heavy bulk materials w...

Anti-wear elbows for pneumatic conveying systems
Reduce wear and extend the lifespan of your pneumatic conveying systems w...

Cushioned pneumatic vibrators for bulk solids conveying
Streamline your material handling with precision vibration contro...

High capacity vertical conveying for grains and cereals
Ensure efficient vertical transport of bulk materials like cereal...

High capacity vertical conveying for flour
For consistent, high-speed handling of delicate and powdery materials, this eng...

Integrated conveying and weighing system for bulk materials
Achieve precise material management with a solution that sea...

Ecluse for pneumatic conveying systems
Ensure seamless and leak-free material flow in continuous and high-speed operations ...

Pneumatic conveying system for dry bulk powders
Ensure seamless and contamination-free transfer of pharmaceutical powders ...

Chaff conveying system for coffee roasters
Efficiently manage coffee chaff with an integrated solution that transports, co...

Industrial vacuum conveying system
Simplify bulk material movement and separation with a versatile vacuum conveying system,...

Ash handling pumps for dense phase pneumatic conveying
Efficiently convey various types of ash, including fly ash and was...
Injected density stabilizer for pneumatic conveying
Optimize your dense phase pneumatic conveying with a stabilizer desig...

Dense phase conveying pumps for bulk material transfer
Optimize your material handling with pneumatic conveying solutions...

Dense phase pneumatic conveying accessories
Optimize material flow and reduce power consumption with dense phase pneumatic...

Pneumatic vacuum conveying system for dry raw materials
Optimize efficiency and precision in your bakery operations with ...

Continuous hot air conveying dryer for chemical and pharmaceutical industries
Ensure rapid moisture removal with high-...

Particle size reduction air conveying system
Achieve precise particle size reduction and contamination-free processing for...

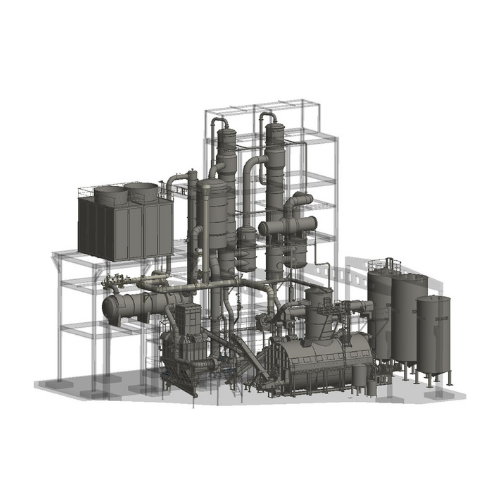
Pneumatic conveying for industrial biomass boilers
Modern boiler plants have a wide variety of conveying needs. While tr...

2-way diverter valves for pneumatic conveying
Products conveyed through pneumatic conveyor lines often need to be diverted...

Multi-way diverter valve for pneumatic conveying
Products conveyed through pneumatic conveyor lines often need to be diver...

Wear resistant bends for pneumatic conveying
Bends in pneumatic conveyor lines cause load loss leading to lower flow rates...
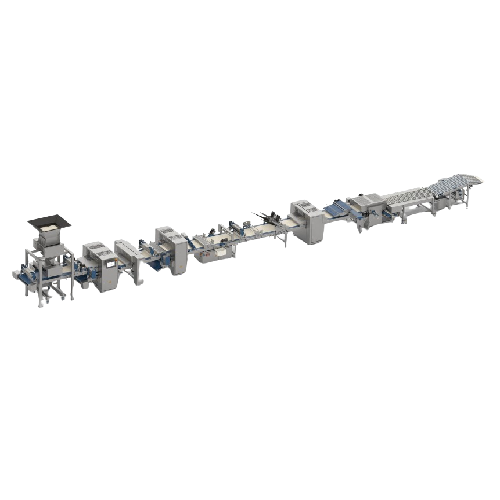
Sheeting lines for biscuit and cracker production
Enhance your bakery production efficiency with advanced sheeting techno...
Donut production line for various shapes and sizes
Optimize your bakery’s output with precision-engineered dough pr...

Tailor-made transport systems for confectionery production
Optimize your confectionery production line with customizable...
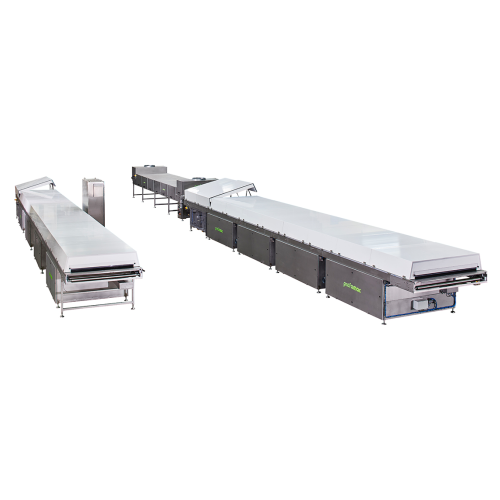
Cooling tunnel for biscuits and chocolates
Ensure product quality and consistency with precision-controlled cooling tunnel...

Cooling tunnel for biscuit and chocolate production
Ensure consistent quality control in your confectionery production wi...

Mechanical conveyors for powder transport
Optimize your powder and granule handling with precise, customizable conveying s...

Powder unloading systems for food and dairy applications
Streamline your powder handling with customizable unloading syst...

Bucket elevators for bulk material handling
Efficiently transport and discharge granular and powdered materials with preci...

Chain conveyors for long-distance bulk material transport
Efficiently transport challenging bulk materials across long d...

Efficient powder and granulate flight conveyors
Elevate your production efficiency with our cutting-edge flight conveyors,...

Screw conveyors for grain processing and feed mills
Optimize your production line with versatile screw conveyors, designe...

Pick and place cartoning solution for Hdpe bottles
Streamline your packaging process with precise HDPE bottle handling an...
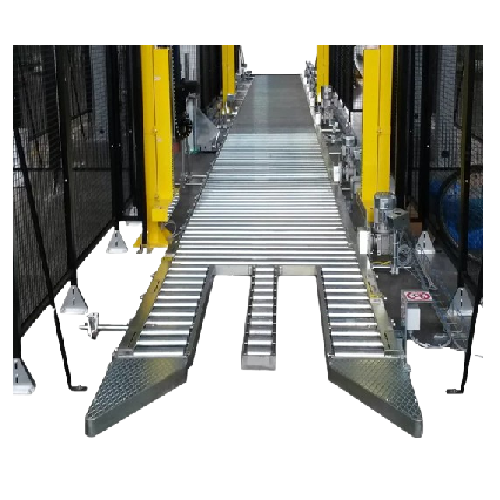
Pallet handling system
Streamline your production line with advanced pallet handling solutions that efficiently automate conv...

Inspection system for glass containers
Ensure precise inspection of liquid, freeze-dried, and powdered products in glass co...

Potato destoner for efficient vegetable processing
Streamline your vegetable processing with a potato destoner that effic...

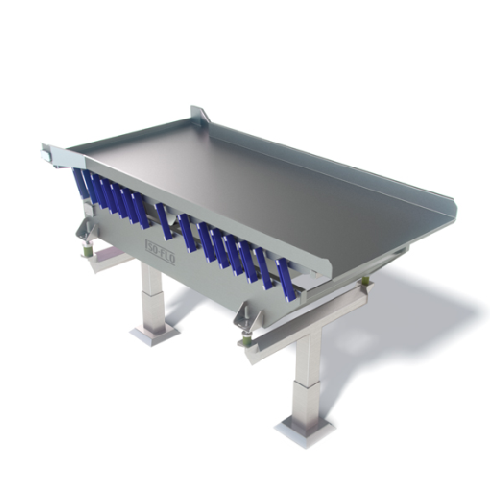
Vibrating sorting table for pre-dewatering
Efficiently streamline your production with a versatile vibrating sorting table...

High-containment diverter for continuous tablet and capsule filling
Enhance your production line with a versatile solut...

Vertical vibratory tablet deduster for pharmaceutical tablets
Ensure optimal cleanliness and quality assurance for table...

High performance tablet deduster with metal detection
Achieve precision dedusting and metal detection in tablet processin...

High-containment tablet dedusting solution
Ensure pharmaceutical tablets and capsules meet strict dust control and safety ...

High-containment tablet deduster
Ensure optimal purity and safety in pharmaceutical production with high-containment dedusti...

Capsule polisher for pharmaceutical production
Enhance capsule quality and safety by effectively polishing, dedusting, and...

Capsule polisher for pharmaceutical capsules
Ensure your capsules are free from dust and perfectly polished with a solutio...

Extruder for pliable mixes in industrial applications
Achieve precision in creating diverse extruded food products with t...
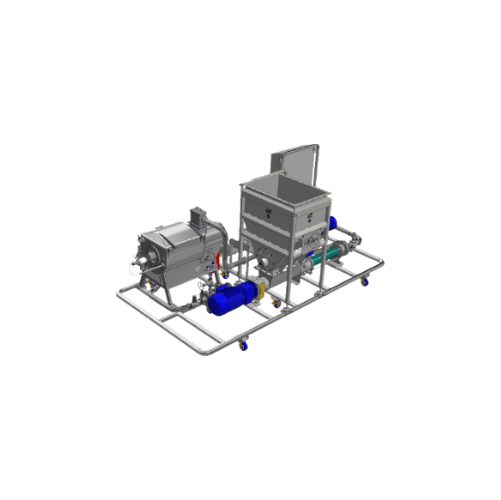
Versatile syrup room systems
Streamline beverage production with a system that expertly handles dissolving, mixing, and past...

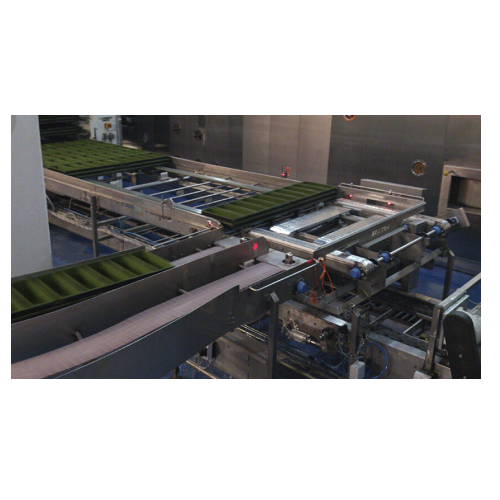
Industrial transfer conveyor system
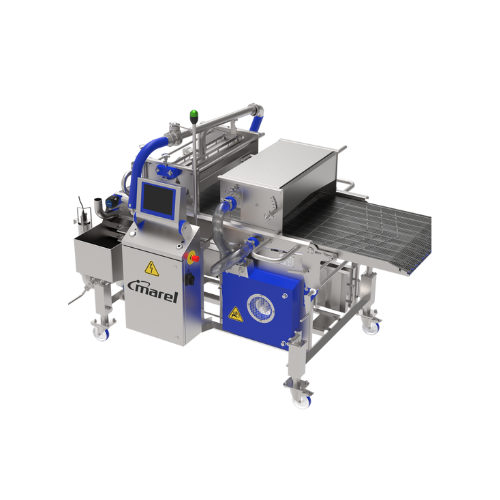
Efficiently transport and sort diverse food products with precision, ensuring seamless ...

High-performance food processing and sorting solutions
Optimize your production line with integrated processing, conveyin...

Food processing mixing system for vegetables
Tackle complex product mixing challenges with a system that seamlessly integr...

Optical sorter for blueberries
Enhance product quality and yield by precisely sorting blueberries, ensuring only optimal fru...

Large capacity horizontal motion conveyor for fragile products
Achieve gentle handling and minimize product damage with ...

Sorting system for blueberries
Streamline diverse food processing tasks by efficiently conveying, processing, and sorting pr...

Vibratory conveyor for efficient bulk material transportation
Optimize your processing line with robust vibratory convey...

Inspection systems for poultry and seafood processing
Enhance the quality control of your food production with cutting-ed...
Commercial meatball roasting tunnel
Achieve consistent roasting of diverse products, from meatballs to grilled tofu, while ...
Integrated counting system for tablets and capsules
Streamline your packaging line with a highly versatile system that se...

Green coffee intake systems
Streamline your green coffee bean processing with versatile systems that manage intake, conveyin...

Powder mixing systems
Optimize your production line with precision powder mixing systems that ensure uniformity, enhance prod...

Air classifier for fine powder processing
Enhance your production line with precise particle size control and energy-effic...

Belt elevator for seed transport
Optimize your production line with a customizable belt elevator designed to efficiently tra...

Hygienic conveyor belts for food manufacturing
Ensure bacteriological safety and boost productivity with hygienic conveyor...

Meat flattener for kebab, schnitzel, or turkey breast
Achieve consistent thickness for optimal cooking with this flattene...

Cream preparation plant for wafer production
Achieve consistent cream texture and optimal weight for perfect wafer product...

Cream preparation plant for homogeneous mixing
Optimize your snack production with precise mixing technology, ensuring con...

Intermediate container for raw material preparation
Streamline your snack and cereal production with this solution that e...

Bucket conveyor for wet and dry free-flowing products
Seamlessly elevate, lower, or convey free-flowing products without ...

Accumulation conveyor for snacking industry
Optimize your production line with a space-saving accumulation conveyor that r...

Incline transfer conveyors for dry, fresh, and frozen food products
Efficiently transfer a variety of solid and granule...
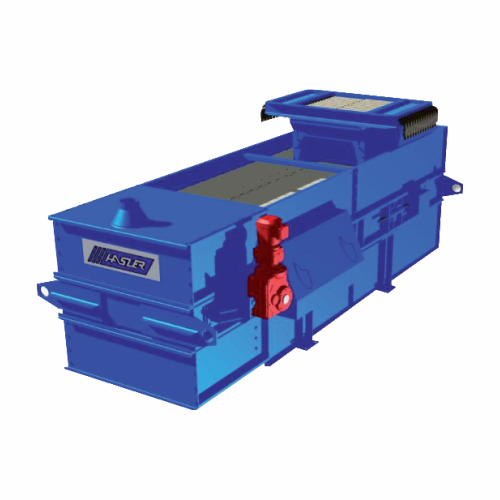
High-temperature extractor weigh belt feeder for clinker
Handle hot, abrasive products like clinker seamlessly with a rob...

Ultra-hygienic vacuum conveyor for pharmaceutical industry
Optimize powder transfer with ultra-hygienic vacuum conveying...

Vacuum conveyor for hygienic material transfer
For operations demanding swift, dust-free material handling, this solution ...

Dust control sack tip station for bag unloading
Ensure efficient powder unloading and minimize dust emissions in your prod...

Filled capsule conveyor system for pharmaceutical production
Ensure gentle and efficient conveying of filled capsules in...

Capsule conveyors for gentle capsule transfer
Streamline your capsule production line with a system designed for high-spee...

Pneumatic truck unloading for bulk tankers
Efficiently unload bulk materials from trucks with minimal dust emissions while...

Big bag unloader for industrial bulk materials
Efficiently handle bulk materials with this modular unloading system, desig...

Heavy duty blowing seals for abrasive products
For operations dealing with abrasive materials under high pressure, these r...

Continuous direct compression system for tablet production
Achieve seamless continuous direct compression by integrating...

Air pelletizer for wood and natural fiber compounds
Optimize your pelletizing process with air-based cooling and conveyin...

Stainless steel tanks with belt conveyors for grapes
Streamline your grape processing with efficiently designed stainless...

Tanks with screw conveyors for grape reception
Optimize grape reception with customizable tanks equipped with screw convey...

Bigbag discharge system for food, chemical, and pharmaceutical industries
Ensure precise and dust-free handling of bul...

Supply conveyor with integrated bulb inspection belt
Ensure consistent quality and efficiency in bulb processing with a c...

Sanitary bulk solids receiver for food and pharma
Ensure precise control over bulk solid transfer with a system designed ...

Batch weigh vacuum receiver
Optimize precision in ingredient batching and streamline your production line with advanced vacu...

Feed bins for pre-conditioning materials
Optimize your material flow by pre-conditioning bulk solids for efficient vacuum c...

Food extruders for pet food production
Achieve precise control in food production with advanced twin screw extruders, desig...

High-throughput aseptic isolator for syringes and vials filling
Streamline your aseptic filling process with a high-spee...

Tube in-feed conveyor for cosmetic packaging lines
Streamline your packaging process with precision by efficiently transf...

Smart shaker for dough centering
Achieve perfect dough centering and uniformity with an innovative three-motion shaker that ...
Chain conveyor for grain and floury products
Ensure seamless material handling with a versatile chain conveyor designed fo...
Horizontal hammer mill for grain processing
Optimize your grinding processes with our horizontal hammer mill, designed to ...

Continuous dough rolling unit for noodles
Ensure your noodle production maintains consistent quality with precise dough th...

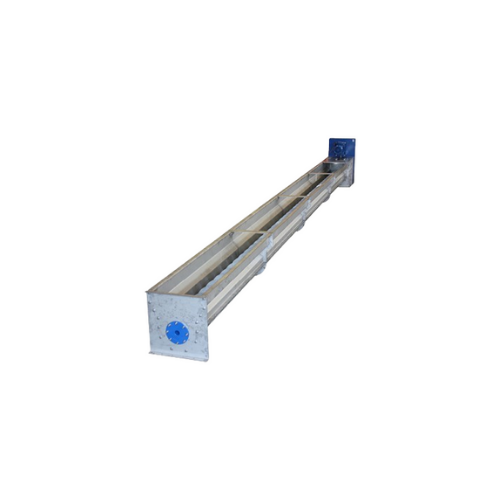
Trough screw conveyor for transporting grains
Efficiently transport and handle bulk materials like grains and flour with r...

High-capacity horizontal conveyor for bulk storage
Optimize your high-speed bulk material handling with a durable and eff...

Compound rolling unit for dough sheets
Achieve unparalleled precision in dough formation with our high-speed compound rolli...

Lab-scale twin screw extruders for material development
Accelerate your formulation testing and material development with...

Conveyor belt for extruded profiles
Efficiently transport and convey extruded profiles with precision through adjustable sp...

Chain belt conveyor for waste paper and industrial waste
Optimize your waste processing with a robust chain belt conveyor...

Bag feeding hopper for bulk solids
Optimize your material handling with a robust feeding hopper that seamlessly integrates ...

Precise dosing system for bulk materials
Ensure precise bulk material dosing with minimal dust, seamlessly switching betwee...

Fine chemical powder system
Optimize your powder processing with a solution tailored to handle complex feeding, conveying, a...

Automatic shumai production equipment
Boost your production capacity with high-speed shumai equipment, offering adjustable ...
English muffin production system
Maximize your bakery’s output with our high-speed system designed to efficiently produce co...

Pie production line for sweet and savory pies
Optimize your pie production efficiency with this integrated system, designe...

Spiral conveyor for logistics and packaging
Ensure seamless elevation and transportation of diverse products with this ver...

Narrow belt spiral conveyor for small packages
Optimize your production flow with this compact spiral conveyor system, des...
Industrial tunnel oven for baking and step proofing
Optimize your production line with modular tunnel ovens and step proo...
Compact accumulation conveyor for liquid containers
Optimize your space with an ultra-compact conveyor that ensures seaml...

Spiral conveyor for individual bottles and cans
Streamline your production line’s space and layout with a compact co...

Packaging conveyor for efficient bag handling
Simplify your packaging line with a conveyor designed to efficiently transfe...

Smart pack conveyor systems for packaging room
Efficiently manage the flow of snack and nut products from packaging to dis...

Conveyors for material handling in food processing
Streamline your snack production line with conveyors designed to effic...

Ergonomic melt systems for solid food and personal care products
Eliminate manual lifting and enhance safety by integrat...
Vegetable and fruit processing skid
Optimize your fruit and vegetable processing with a compact skid that seamlessly integr...

Preparation line for fresh produce
Streamline your fresh-cut processing with this efficient preparation line, facilitating ...

Single pass dryer for fresh produce
Optimize your fresh produce processing with a continuous drying solution that enhances ...

Slicing loader for automatic portion loading
Efficiently manage portion loading with a system designed to balance slicing ...
Continuous raw material distribution screw doser
Optimize your material flow with a screw doser designed for precise and c...

Industrial bucket elevator for efficient product conveyance
Enhance production efficiency by elevating and transferring ...

Silo unloading belt for food industry
Ensure seamless flow and precise control when unloading silos with this automated bel...

Big bag emptying station for raw materials
Streamline your material handling process by efficiently lifting, emptying, and...

Bulk storage silos for food products
Ensure optimal powder storage and handling with versatile silos designed for efficient...
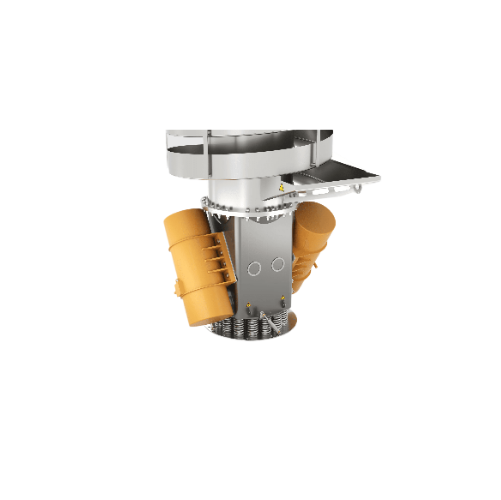
Vibratory spiral elevator for vertical transport
Achieve efficient vertical transport with precise temperature control, su...

Vibrating conveyor for powder and granule handling
Effortlessly convey and process fragile products with precision, minim...
Industrial spiral cooler for thermal treatment
Improve your final conditioning and packaging process with a spiral cooler ...

Industrial water cooling system for food products
Efficiently cool and convey food products with a system designed for un...

Conveyor cleaning and cooling system for pasta
Efficiently halt cooking processes and eliminate surface starch with a stre...
Integrated small-scale granulation and drying system
Ensure precise granule size and moisture control for enhanced tablet...

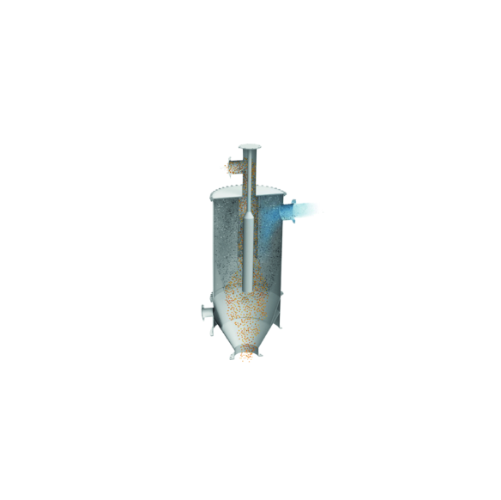
Cyclone separator for pneumatic conveyor systems
Enhance efficiency in pneumatic conveyor systems by effectively separatin...

Automated process controllers for industrial plants
Enhance your production line’s efficiency and adaptability with...

Industrial rotary sifter for bulk materials
Ensure precision and quality in your production line with a robust solution de...

Technical plastics production system
Optimize your production line by integrating a versatile system capable of precise mix...

Turnkey plant solutions for industrial applications
Enhance your production line with seamless integration and optimized ...

Negative pressure filter for fine dust particles
Ensure efficient air purification and dust collection in your production ...

Vacuum hopper loader for automatic feeding of powders and pellets
Optimize your material handling with seamless automat...
Short base skirt silo for bulk material storage
Optimize your bulk material handling with adaptable discharge and rapid lo...

Special chemical plant safety systems
Ensure operational safety and regulatory compliance in chemical processing with advan...

Industrial multi-chamber silos
Optimize spatial efficiency and streamline your production with versatile multi-chamber silos...

Process control for baked goods production
Enhance your production line with precise process control designed to optimize ...
Pta and Pet production systems
Maximize throughput while minimizing dust fines in your production of PTA and PET pellets wit...

Storage silo with long base skirt for processing industry
Optimize your bulk material storage with a silo that offers du...
Sampler for powdered and granular bulk materials
Ensure precise sampling of powdered and granular materials under varied o...
High-efficiency pellet dust separator
Achieve unparalleled separation efficiency in your polymer production line by removin...

Horizontal cooling mixer for industrial applications
Efficient cooling in your production line enhances material quality ...

High-pressure rotary feeder for continuous powder handling
Optimize your production line with reliable powder handling, ...

Advanced degassing and temperature control solution for process silos
Optimize your production line with precise contro...

Rotary feeder for powdered bulk materials
Achieve precise control in feeding and discharging powdered materials with a rot...

Advanced plant engineering services
Optimize your production line with seamless integration of high-efficiency mixing, dosi...

High-pressure rotary feeder for bulk material handling
Manage high-pressure bulk material distribution with precision, en...

Continuous material handling in compounding plants
Enhance your production line efficiency with advanced dosing, mixing, ...

Dispersion paint production systems
Achieve 100% color accuracy and flexible production with our advanced system, ensuring ...

Continuous pneumatic silo air filtering system
Ensure clean and efficient pneumatically conveyed materials by integrating ...

A-type rotary feeder for powder and pelleted bulk materials
Ensure precise feeding and discharging of powdered and pelle...

Battery production facilities with precision weighing
Achieve maximum product purity and precision in your production pro...
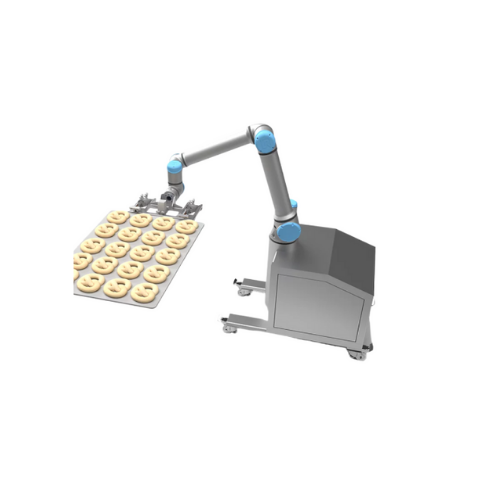
Robotic gripper arm for bakery tray and product handling
Optimize your bakery’s efficiency by automating repetitive...

Modular roll baking system for small bakery items
Optimize your bakery production with a modular roll baking system that ...

Coating and enrobing system for pet foods and treats
Achieve precise coating and flavoring of various food and feed produ...
Automated transport system for cold-cuts in confined spaces
Optimize your production flow by conveying cold cuts efficie...

Biogas plant screw press separators
Maximize your renewable energy output and processing efficiency with cutting-edge solid...

Screw compactor for wastewater treatment
Optimize waste management with a versatile screw compactor designed for efficient ...

Screw screens for solids-liquid separation in waste water
Achieve crucial solids-liquid separation with screw screens de...
Overflow spillway filter for wastewater treatment
Effectively manage overflow wastewater with this advanced filtration sy...

Fine belt screens for wastewater treatment
Efficiently screen and convey solids from wastewater with in-channel fine belt ...

Tapered single shaft screw feeder for flour mills
Ensure consistent material flow and minimal residue with this precise s...

Double dump valves for high temperature granules
Ensure precise material flow and withstand extreme temperatures with thes...

Septage receiving station for septage treatment
Optimize your wastewater management by integrating a station that screens,...

Filler dust feeder for asphalt plants
Ensure consistent asphalt mixture quality by efficiently feeding and conveying hot an...

Tubular screw conveyor for concrete production
Optimize your production line with a versatile solution designed for effici...

Tubular screw conveyor for powdery and granular materials
Optimize your material handling processes with a versatile sol...

Food-grade tubular screw conveyors
Ensure complete hygiene in your production line with these stainless steel tubular screw...

Food-grade stainless steel tubular screw conveyors
Ensure contamination-free material handling with our tubular screw con...

Fine drum screens for wastewater treatment
Streamline your wastewater treatment process by seamlessly integrating a rotati...

Shaftless spiral conveyor for difficult waste handling
Efficiently tackle complex waste handling challenges with a design...

Single shaft screw feeders for consistent material feeding
Tackle challenging materials with poor flow characteristics b...

Vertical screw conveyors for sludge handling
Efficiently lift and blend sludge with minimal footprint and costs, while ens...

Vertical screw conveyor for sludge handling
Efficiently raise and blend sludge with minimal footprint and reduced installa...

Horizontal screw press separators for biogas plants
Achieve efficient solids-liquid separation with continuous operation,...

Drop-through rotary valve for precise powder and granule feeding
Ensure precise material handling with this drop-through...

Tubular ribbon flight screw feeder for lime feeding
Experience uniform material flow and precise dosing with this special...

External electric motovibrators for hazardous environments
Ensure safety and efficiency in explosive environments with t...

High-temperature screw conveyors for bulk solids
Designed for extreme conditions, these conveyors handle high-temperature ...
External electric motovibrators for industrial applications
Optimize material movement and improve discharge efficiency ...
Industrial electric vibrator for bulk solids discharging
Enhance material flow efficiency and ensure consistent output ac...

External electric motovibrator for increased safety in hazardous environments
Designed for environments with explosive...

Trough screw conveyor for flour mills
Optimize your flour processing with efficient material handling, precisely designed f...

Vertical conveyor for fine aggregates and minerals
Optimize the handling of abrasive materials with a vertical conveying ...

Cement screw conveyors for concrete batching plants
Ensure precise cement mix delivery with this essential equipment, des...

Cement screw conveyors and feeders for concrete batching plants
Enhance material flow and precision in concrete producti...

Stainless steel trough screw conveyor
Ideal for precise handling of powdery and granular materials, this solution ensures m...
Trough screw conveyors for animal by-products
Streamline the processing of animal by-products with reliable conveyors desi...

Screw conveyors for fresh concrete
Ensure uniform and continuous transport of fresh concrete from mixers to molds, minimizi...

Tapered twin shaft screw feeders for bulk solids
Ensure consistent flow and avoid material bridging challenges with a solu...
Tubular trough screw conveyors for gentle powder and granular material handling
Achieve precise powder and granular ma...
Vacuum conveyor for tablets and capsules
Ensure the integrity of your tablets and capsules with gentle vacuum conveying des...

Powder handling vacuum conveyor system
Streamline your material transfer with a versatile vacuum conveyor system that ensur...
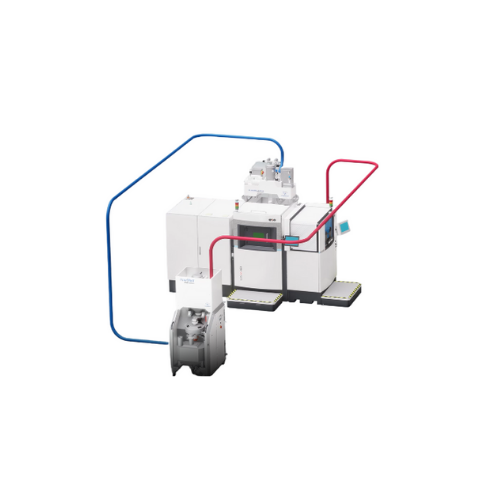
Closed powder handling loop for Eos metal Am printers
Effortlessly manage metal 3D printing powders with a solution that ...

Metal powder recovery system after 3d printing
Effectively reclaim and purify metal powders after 3D printing to enhance c...

Industrial vacuum pumps for efficient powder conveyance
Harness the power of efficient vacuum generation to streamline th...

Containment system for product loading
Ensure safe handling of hazardous materials with this containment system, designed t...
Continuous vacuum conveyors for material flow control
Ensure consistent material transfer and reduce downtime in your pro...

Automatic metal powder filling system for 3d printers
Ensure seamless operation of your 3D printing process with a system...

Docking station for intermediate bulk container (ibc)
Streamline your metal powder management by efficiently connecting a...

Buffer tanks for brewery spent grains
Enhance brewing efficiency by immediately freeing up the lauter tun, allowing for mor...

Steam heated tube bundle dryer
Efficiently achieve precise moisture control and gentle drying for diverse feedstocks with th...

Spent grain conveyor for breweries
Optimize brewery efficiency by transporting wet spent grains effortlessly and securely f...

Wet spent grains pre-dewatering system
Optimize your brewery operations with a dewatering system that efficiently reduces m...
Drying systems for alcohol production
Enhance your spirits production with precise moisture control and nutrient retention,...

Conveyor belts for hot and cold product handling
Efficiently transport hot and cold goods with versatile conveyor solution...

Automated production lines for cakes and cupcakes
Streamline your bakery’s production line with a versatile automat...

Screw feeder for factory filtration systems
Optimize your factory systems with a screw feeder engineered to streamline was...

Industrial airlock for pneumatic systems
Ensure precise air and product separation in your pneumatic systems, maintaining m...
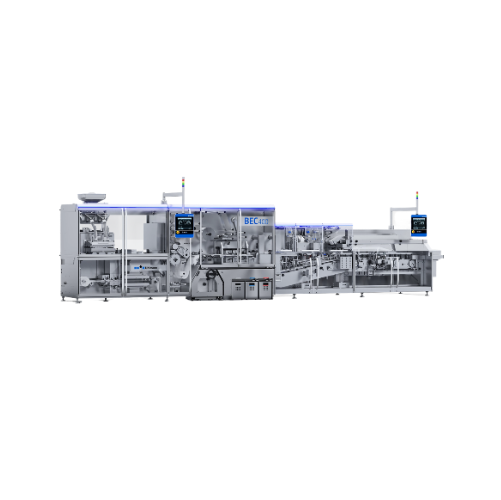
Fully automated packaging lines
Streamline your production with versatile packaging lines designed to handle a range of good...
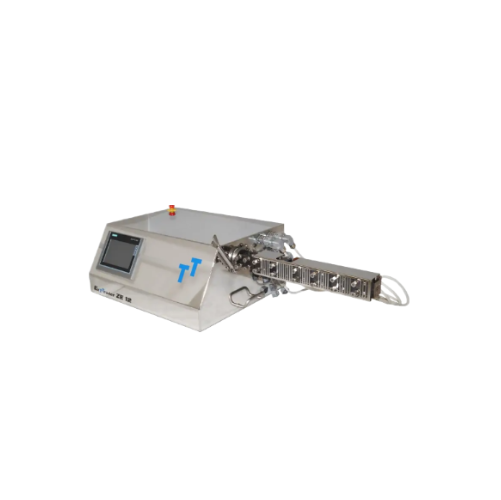
Table-top mini extruder for precision material processing
Achieve precise control over complex formulations with this fl...

Table top extruder for customizable extrusion processes
Discover versatile extrusion capabilities for developing complex ...

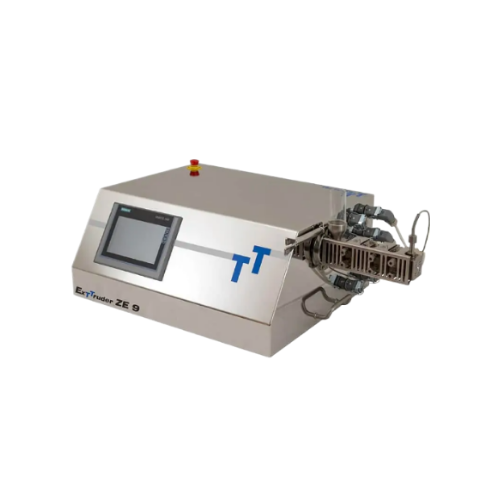
Twin-screw extruder for versatile manufacturing processes
Optimize your production line with a high-capacity extruder th...

Mini extruder for early development phase testing
In early development, tackling limited material availability is crucial...
Mini extruder for small batch processing
Ideal for precise control in experimental formulations, this mini extruder streaml...

Conveyor belt laboratory for cooling extrudates
Achieve precise temperature control for high-temperature extrudates with a...

Cooling conveyor belt for extrudates and granules
Efficiently cool and convey extrudates and granules with precise temper...

Hygienic trough-shaped conveyor belt for vegetable processing
Optimize your vegetable processing line with a hygienic so...

Food production conveyors for efficient material handling
Streamline your food production with versatile conveyors desig...

Continuous sugar dissolver for beverage and food production
Efficiently dissolve crystalline sugar in water up to 65°Bri...

Salt dispenser for cheddar cheese production
Achieve consistent salt concentrations in cheese production with a reliable d...
Vibrating conveyor for short-distance powder transport
Achieve precise and hygienic powder conveying and dosing with this...

Cooking and stretching solution for pasta filata cheese
Streamline your cheese production with precise cooking and stretc...

Pneumatic conveyor for fragile powders
Handle your delicate powders with care, ensuring minimal breakdown while achieving h...

Continuous sugar dissolver for beverage production
Optimize your production line with a system that efficiently dissolves...

Automatic cereal bar production line
Efficiently transform diverse ingredients into consistent, high-quality cereal bars wi...

Commercial momo making equipment
Streamline your dumpling and bun production with equipment designed to enhance precision, f...

Accu-feed system for dry material separation
Boost efficiency by combining storage, feeding, and screening into one space-...

Wet granulation for pharmaceutical products
Achieve seamless integration of sifting and milling with precise powder handli...

Z-conveyor for confectionery production
Ensure the gentle transport of delicate dry and granulated ingredients with a versa...
Blender for whole bean roasted coffee
Achieve precise coffee blend consistency and protect delicate roasted beans with an a...

High-speed container loading system for granulated bulk materials
Optimize your loading operations with a robust system...

Medium pressure gravimetric feeder for pulverized coal boilers
Achieve precise combustion control and optimize fuel effi...

Drop forged chain for drag chain conveyors
Enhance your material flow efficiency with a robust drop forged chain designed ...

En-masse chain conveyor for bulk material handling
Streamline your bulk material handling with a gentle, efficient system...

Industrial belt and bucket elevators
Optimize your material handling with elevators designed for high-speed conveying and e...
Advanced ceramic tile production line
Elevate your ceramic tile production with an all-encompassing solution that seamlessl...

Top-loading delta robot automation solution
For high-speed operations requiring precise product handling, this top-loading...

ATEX confirmed outdoor silo for flour
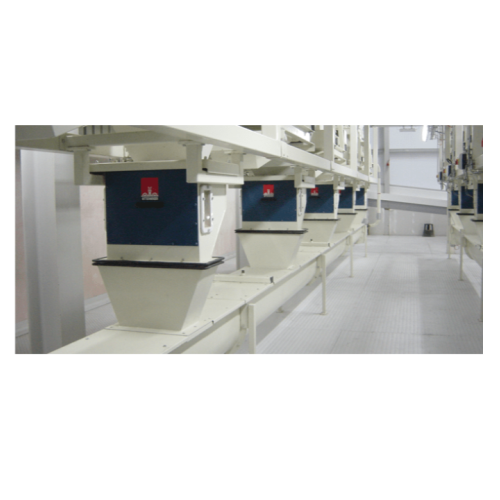
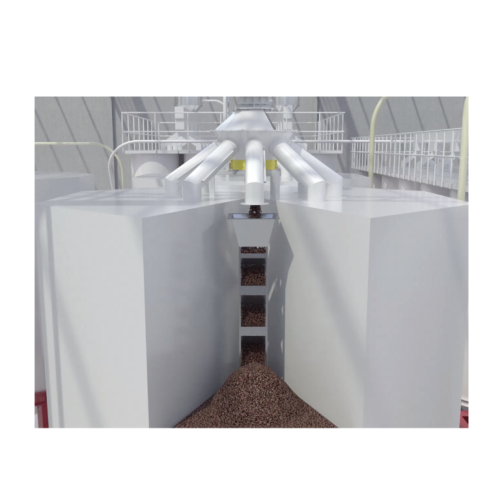
Bulk outdoor storage of flour, dry milk and other powder ingredients for the bakery i...

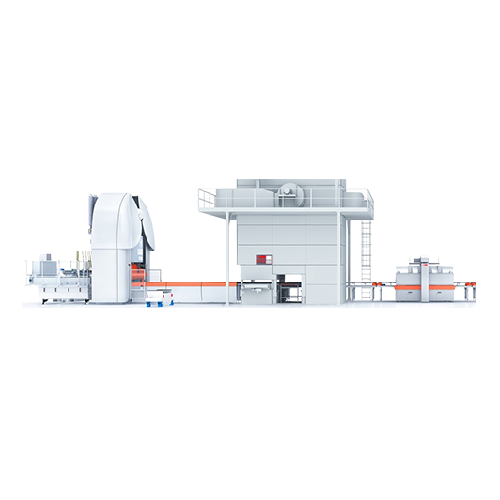
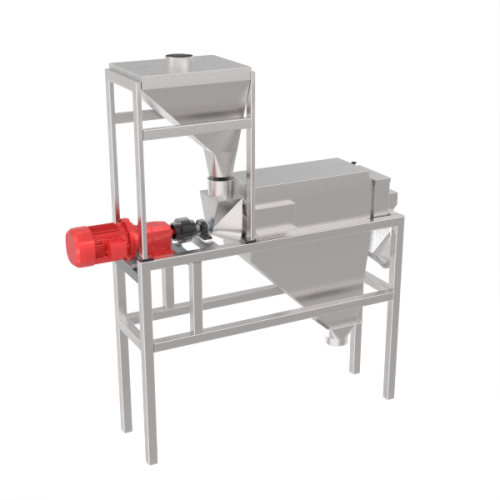
Automatic rework system for biscuit and bread scrap
Scraps are an inevitable byproduct of biscuit and bread production. W...

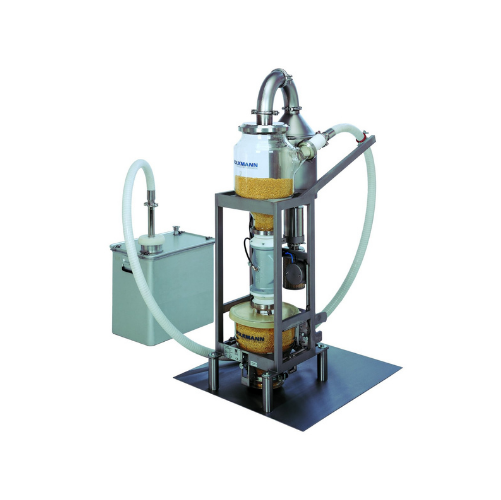
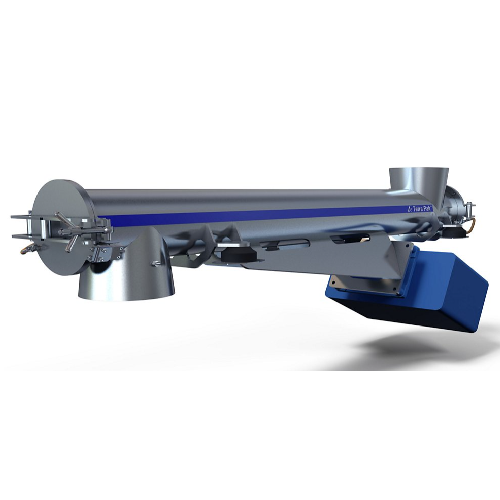
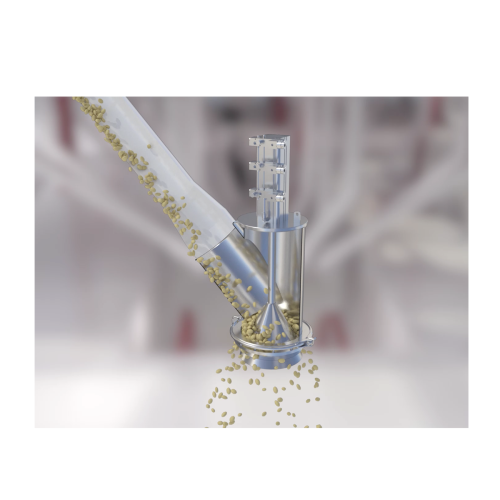
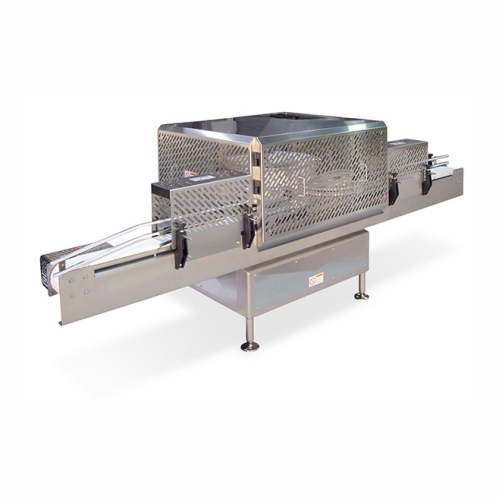
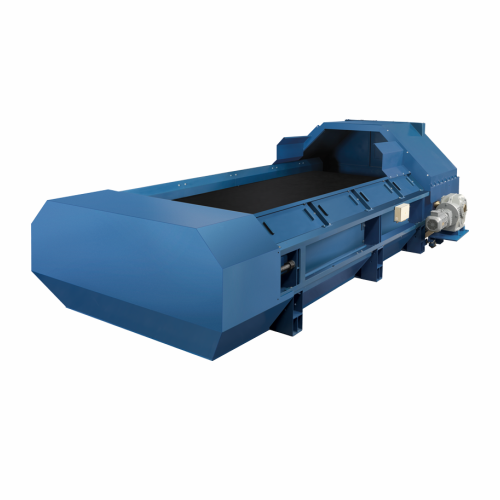
Industrial vacuum conveyor
Oftentime utilized as an alternative to mechanical conveyors when a requirement for dust free con...
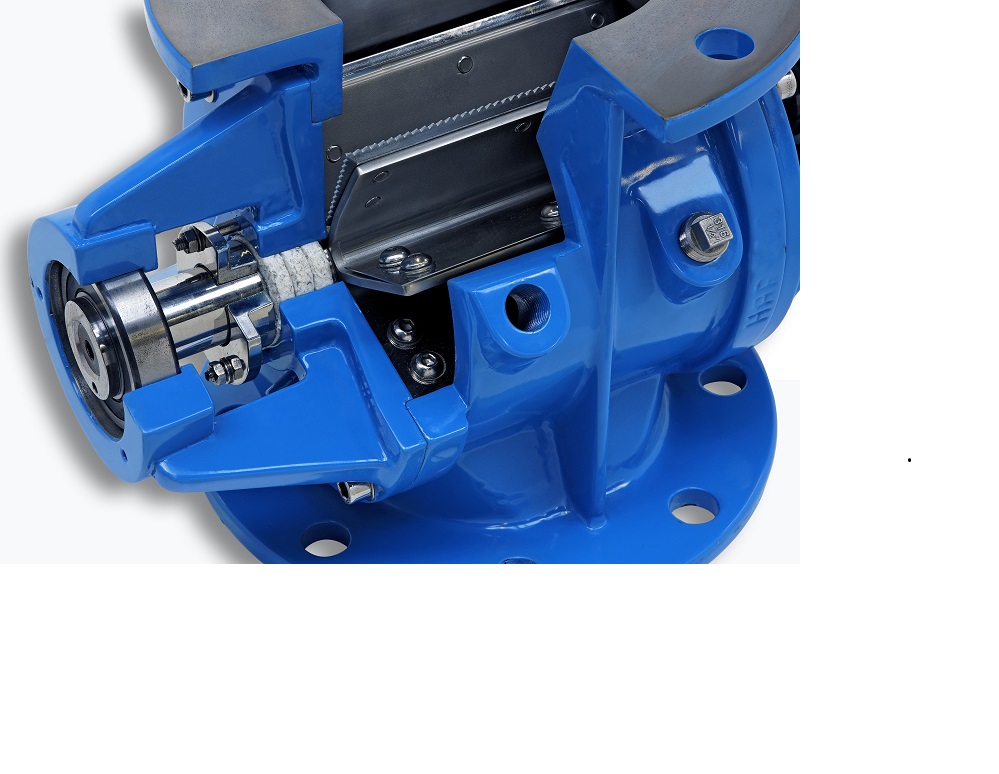
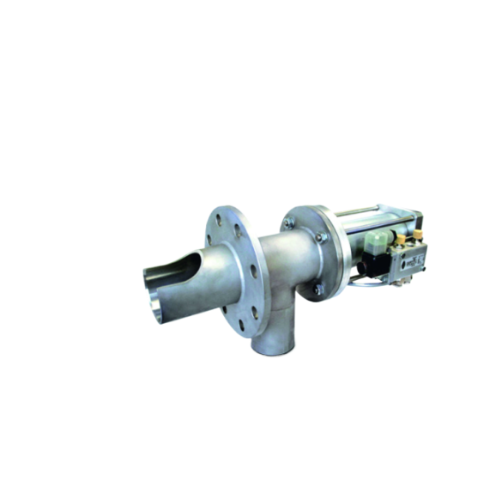
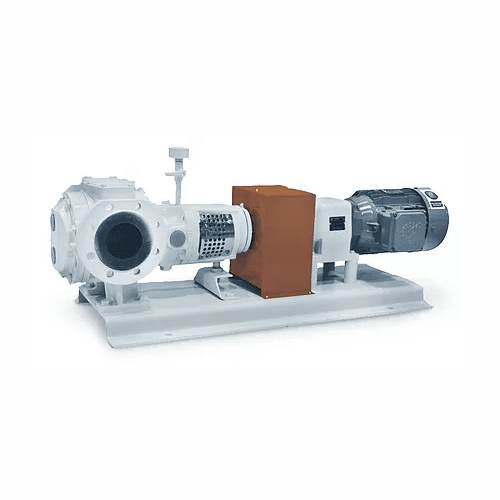
Heavy duty rotary valve
Handling powdered and granulated materials in pneumatic conveying systems requires consistent, safe v...

Special duty horizontal metering valve
Occasionally, there is no suitable standard valve available for a particular conveyi...

Dual channel plug diverter valve
Short switching times are often required when diverting or combining powder or granular sol...

Two-way flap type diverter valve
Routing powder, pellets or granules from a product source to two receiving points must be d...

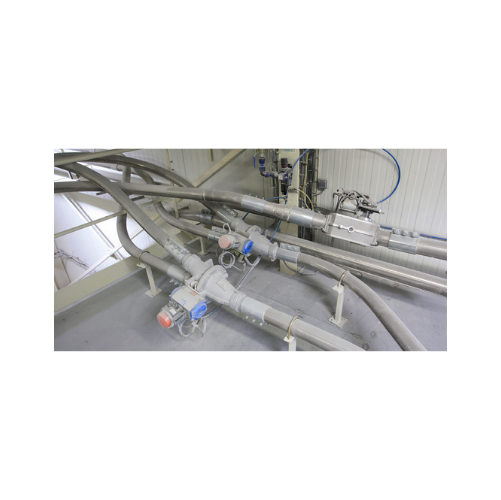
Dense phase conveyor for abrasive materials
Transporting abrasive materials using pneumatic conveyors can cause excessive ...

Hygienic hand-operated iris valve
Hand-operated valves are required for the walls of clean rooms for glanding around cables...
Slide gate valve
In the powder and bulk handling industries, in-line shut off valves are required to provide uninterrupted smo...

Dense phase conveyor for normal wearing materials
Dense phase pneumatic conveying is used for powders, granules, and grai...

Dense phase conveyor for powders and granules
Some manufacturing and filling operations require a smaller pneumatic transp...

Additive and bed material feeding systems
Modern fluidized bed combustion furnaces require consistent and reliable deliver...

Ash handling systems for industrial biomass boilers
The increasing use of solid fuels including biomass for energy conver...

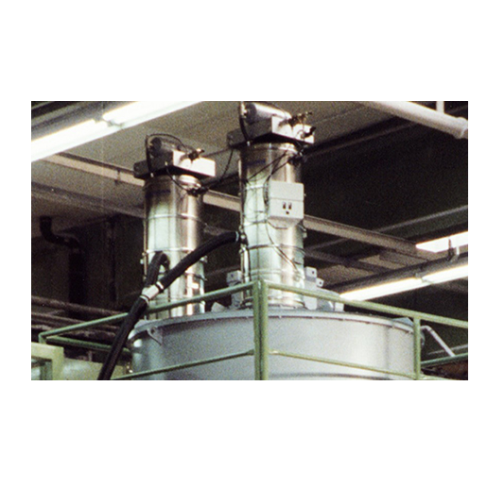
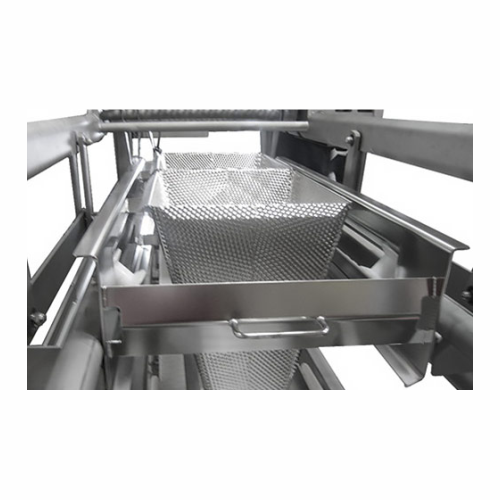
Food vacuum conveyor
Widely used in industries where a high rating in food quality is imperative.

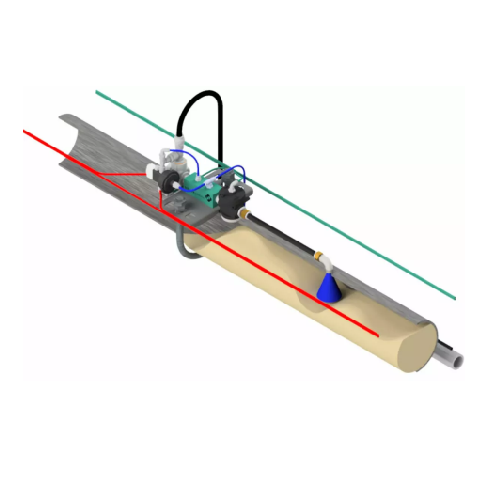
Pipe bend to reduce fines
A specialized pipe elbow for pneumatic conveying systems that virtually eliminates the friction an...
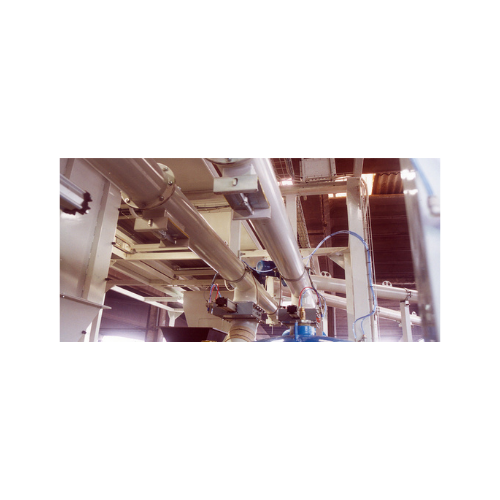
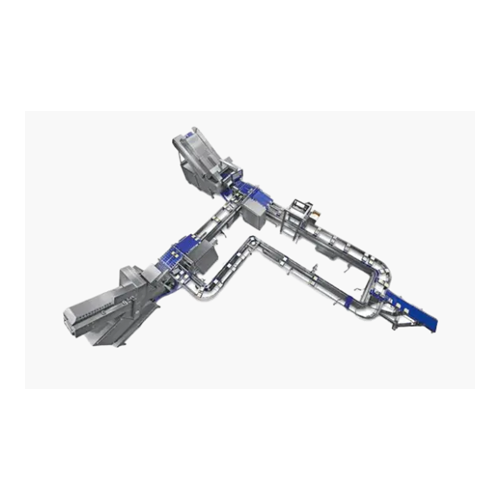
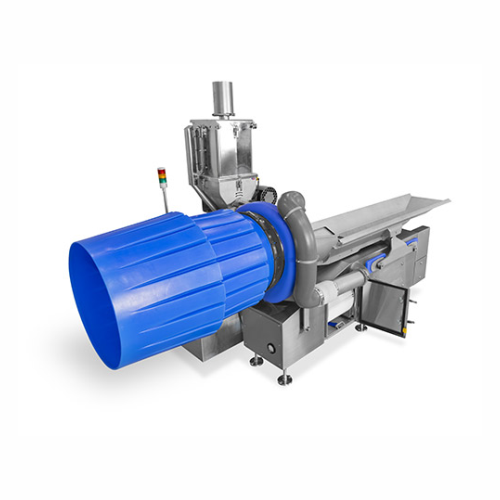
Long distance pneumatic conveyor
Pneumatic conveying of dry bulk materials is a desirable option for many industries because...

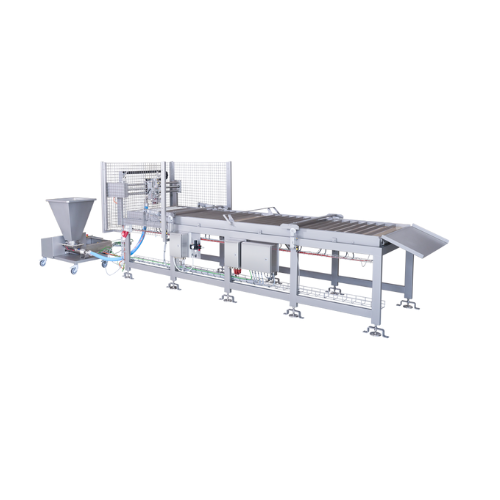
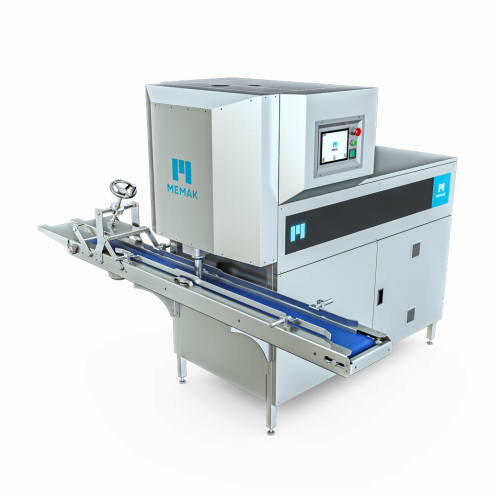
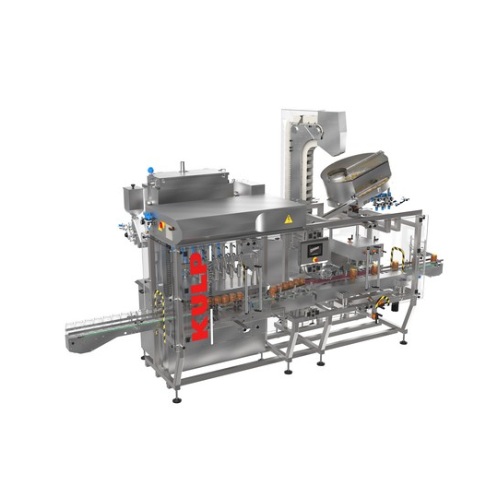
Baguette cutting and sauce filling system
Optimize your bakery production with an innovative system that seamlessly cuts a...

Cold block piping solution for breweries
Achieve optimal beverage quality and reduce production costs with this advanced pi...

Cup denester for bakery production
Effortlessly enhance efficiency in bakery production lines by streamlining the process o...

Cake and pastry depanner
Optimize your bakery’s output with this solution that seamlessly integrates into your production lin...

Layer cake production system
Effortlessly streamline your bakery production with a system designed for precise layering and ...

Biscuit sandwiching system
Optimize your biscuit production by seamlessly aligning, overturning, and capping for uniform, hi...
Freezing and cooling systems for bakery products
Enhance your bakery production line with advanced freezing and cooling sy...

Vibratory feeder for bulk materials and fine powders
Ensure consistent material flow and precise feeding for optimized pr...

Rotary moulder for high-definition cookie dough shapes
Efficiently shape intricate dough designs with precision, ensuring...

Precise dough sheet cutting station for bakeries
Efficiently shape and cut dough sheets for diverse snack and bakery produ...

Servo in-line dough laminator for industrial bakeries
Optimize your snack production with precise dough sheet cutting, st...

Fried snack extruder for potato rings
Efficiently produce a variety of fried snacks, from potato rings to ethnic noodles, w...

Dough thickness reduction system
Achieve precise dough sheet reduction with controlled thickness to enhance consistency and ...
Convection oven with integrated dryer for large scale baking
Optimize your baking process with a convection oven that ef...

Automated dough handling system for pretzel production
Streamline your dough processing with a system that precisely port...

Vertically feeding system for cookie dough
Optimize your dough handling with a system that ensures seamless and efficient ...

Ambient air cooler for bakery products
Efficiently cool fragile baked goods without causing distortion, using ambient air t...

Industrial bread process line
Optimize your bakery operations with a versatile bread processing line, designed to handle a v...
Automated bread production line
Optimize your bakery operations with precision-engineered systems that streamline every stag...
Universal pastry production line for industrial baking
Optimize your bakery operations with a versatile line capable of p...

Mechanized systems for hard cheese molding rooms
Optimize your cheese production with advanced systems designed to streaml...

Mechanical ricotta drainage tunnels
Efficiently manage the draining, drying, and cooling of ricotta and curd with our advan...

Curd drainers and portioners for cheese production
Enhance your cheese production with precise curd draining and portioni...

Turbo block flaker for fats
Achieve quick and precise flaking of chocolate, cocoa butter, and fats with high-speed technolog...

Chocolate enrobing system for industrial production
Effortlessly transition between chocolate types in your high-speed pr...

Industrial chocolate flaking solution
Optimize your confectionery production with high-speed flaking technology, ensuring p...

Chocolate transport system for feeding and packaging
Enhance your chocolate production with a versatile transport system ...
Industrial chocolate flakes production equipment for decorative applications
Achieve perfect decorative chocolate curl...

Continuous cooler for biscuits and chocolates
Enhance cooling efficiency for your confectionery and bakery production with...

Cooling tunnel for artisanal biscuits and chocolates
Streamline your confectionery production with a cooling solution des...

Industrial chocolate enrobing system for biscuits and fillings
Enhance your production line with this innovative enrobin...

Industrial chocolate flaking system
Achieve precise chocolate flake dimensions effortlessly, enhancing product textures and...

Chocolate filling application system for manons
Efficiently apply a variety of fillings, from delicate buttercream to rich...

Food processing blower systems
Optimize your production line with precise air handling and moisture control to ensure qualit...

High-speed sandwiching machine for bakery production
Streamline your baking operations with a machine designed to efficie...

Rotary dough feeder for bread and tortilla production
Optimize your dough processing by maintaining dough integrity and e...

Rotary dough feeder for uniform dough blocks
Efficiently feed consistent blocks of dough into your processing line without...

Industrial vision robot for optimized packing
Optimize your bakery production line with a system designed to efficiently p...

Linear belt vibratory weigh filler for solid chocolate
Optimize your chocolate production by minimizing product giveaway ...
Automatic bag inserter for boxes and crates
Optimize your packaging line with a compact solution that seamlessly inserts p...

Product intake solutions for feed processing
Optimize your feed production with efficient material intake systems, ensurin...

Cylindrical storage silos for long-term raw material storage
Efficiently store bulk raw materials for extended periods w...
Inline and continuous weighers for accurate product flow management
Maintain precision and efficiency in your productio...

Pod production system for filter paper pods
Streamline your pod production with a high-speed solution that ensures precise...

Unpacker for return bottles
Effortlessly manage return bottle operations with high-speed unpacking solutions that ensure pre...

Automatic bag-in-box packaging system
Optimize your liquid packaging with a precise and seamless workflow, ensuring efficie...

High infeed palletizer for varied product types
Optimize your production line with high infeed palletizers, ensuring seaml...

Automatic case packer for soft pillow bags
Streamline your packaging process with a case packer designed to efficiently ha...

Depalletiser for loose containers and cases
Streamline your production line with a depalletizing solution that ensures pre...

High-speed in-line palletizer for beverage industry
Effortlessly streamline your palletizing processes with a compact, hi...

Robotic palletizer for row gripping
Optimize your palletizing efficiency with a robotic system designed for fast, continuou...

Compact shrink wrapper for medium-speed productions
Optimize your packaging line with this compact shrink wrapper, design...

Depalletizer for cases and crates
Efficiently streamline your high-speed production line by seamlessly transferring cases a...

Laser guided vehicle for pallet handling
Efficiently streamline your internal logistics with cutting-edge laser guidance, e...

Laser guided vehicle for industrial reel handling
Effortlessly manage and transport industrial reels in your facility wit...

Laser guided reach truck for high-density warehousing
Optimize your warehouse operations with an advanced reach truck des...

Hig Speed Tube Cartoner
Achieve seamless integration into your high-speed packaging line with a cartoning solution that ensur...

Roasting and pasteurization system for nuts and seeds
Ensure optimal pasteurization and roasting of nuts, seeds, and drie...

Belt loaders for automated food packaging
Streamline your packaging line with precision-engineered belt loaders, designed ...

Mbs belt systems for seamless packaging integration
Optimize your packaging line with a system that seamlessly merges mul...

Automated conveyor systems for food packaging lines
Seamlessly integrate high-speed product transport and handling into y...

High-throughput tube transfer system for lab automation
Streamline laboratory workflows by automating high-throughput tub...

Unloader for conical bottom silos
Eliminate product flow challenges effortlessly with this hydraulic-driven unloader, ensur...

Automated meat portioning line
Optimize your meat production with precise portioning and shaping technology, transforming cy...

Automatic meatball forming machine
Achieve uniform and precise meatball shaping with our high-speed forming machine, design...

Outsert application system for pharma bottles
Effortlessly enhance packaging efficiency in pharmaceutical lines with this ...

Vibratory bowl feeder for bulk items
When precision and speed are crucial, ensure your production line efficiently handles ...
Cup filling system for jars and buckets
Optimize your confectionery and bakery filling processes with this high-speed cup f...

Automatic chocolate feeding conveyor
Efficiently connect your chocolate production to wrapping stages with this high-speed ...

Valves for bulk powder flow control
Ensure efficient and controlled discharge of diverse powder forms while minimizing flow...
Almond hulling system for soft and semi-hard shells
Efficiently hull almonds with soft or semi-hard shells to streamline ...

Nuts dust and impurity removal system
Enhance your nut processing line by effectively eliminating dust and impurities, ensu...

Cork feeders for medium to high production rates
Optimize your cork handling process with precision guidance and high-spee...

Aspiration system for nut processing
Streamline your nut processing with precise removal of skins, dust, and lightweight pa...

Pneumatic transport system for long-distance product conveyance
Efficiently convey solid and granular products across lo...

In-line marination system for portion-controlled products
Achieve precise marinating with minimal waste, ensuring consis...

Feeders for cork and synthetic cap orientation
Optimize your bottling operations with precision orientation and feeding sy...
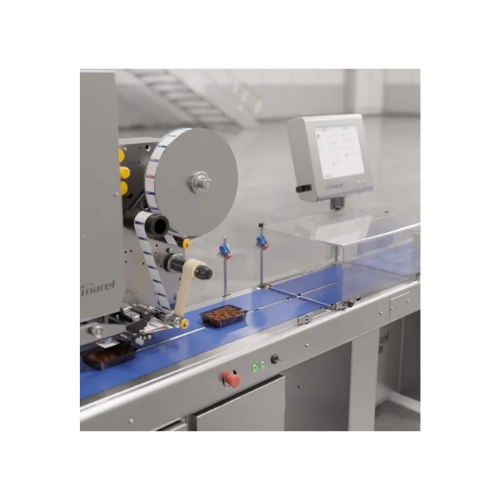
Weigh price labeler for retail food products
Achieve consistent, high-speed labeling and pricing with precision—streamlini...

Sausage linking system for consistent weight and length control
Achieve precision in sausage production with high-speed ...

Automated flake ice storage solution
Streamline your ice management with a solution that eliminates manual handling, enhanc...
Batter applicator for plant-based products
Achieve flawless coating with precision technology that ensures complete wet an...

Flour applicator for convenience foods and snacks
Achieve uniformly coated products, such as chicken nuggets and fish fil...

Active tempura applicator for plant-based products
For processors aiming to achieve the perfect batter coating on plant-b...

External washing and drying system for ampoules and vials
Optimize your aseptic processing by seamlessly integrating a c...

Industrial washing and sterilizing system for ampoules and vials
Ensure the highest hygiene standards in your liquid for...

Bottle filler and capper
Achieve precise liquid filling and secure capping with high-speed, intermittent motion, ensuring con...
Blister thermoforming solution for pharmaceutical packaging
For high-speed blister packaging of solid dose pharmaceutica...

Rotary drum pasteurizer for pouches
Efficiently pasteurize delicate pouch contents like meats, vegetables, and grains with ...
Chocolate pump for confectionery production
Effortlessly pump and convey a range of chocolate-based products with precisio...

Unsnipped bean remover for green bean processing
Enhance your green bean processing line by seamlessly removing unsnipped ...

Rapid food cooling solution for vegetables and pasta
Efficiently reduce the temperature of particulate foods with rapid p...

Metal detector for conveyorized applications
Enhance your production line by ensuring product safety with advanced metal d...

Conveyorized food metal detector for high-care environments
Ensure food safety with advanced metal detection tailored fo...

Curtainless x-ray inspection for small lightweight packaged food products
Eliminate product damage and false rejects w...

Powder handling systems for battery production
Optimize your battery production with a versatile powder handling system th...

Jar sealing system for plastic and glass containers
Achieve precise and efficient sealing of plastic and glass jars with ...

Jars and bottles rinsing solution
Ensure impeccable hygiene and particle-free cleanliness for your jars and bottles by inte...
Continuous inline capping system
Perfect for high-speed operations, this system ensures precise capping of diverse container...

Paste filling system for high viscosity products
Efficiently fill high viscosity products with precision and speed, reduci...
Volumetric filling and capping solution for liquids and viscous products
Effortlessly integrate high-precision filling ...

Linear transport system for automotive assembly buffering
Optimize your assembly line with a smart transport system that...

Industrial shuttle for transporting heavy components
Optimize your production line with a shuttle that handles heavy vehi...
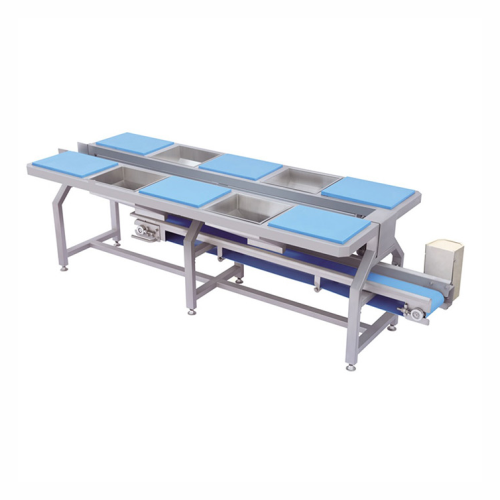
Vegetable and fruit preparation table
Optimize your food processing line with a versatile preparation table designed for ef...

Automatic cabbage processing line for industrial shredding
Streamline your cabbage processing and salad preparation with...

Multifunction vegetable fruit slicing solution
Streamline your food processing with a machine that effortlessly slices, di...

Industrial cabbage processing line
Maximize efficiency in cabbage processing with this versatile line, seamlessly integrati...

Inspection table for vegetables and fruits
Streamline your quality control with an efficient inspection table designed for...

Compact tunnel pasteuriser for beverages
Ensure beverage safety with precise pasteurisation in a compact design that integr...

Versatile packer for non-returnable containers
Optimize your bottling line with a flexible solution designed to expertly p...

Container sweep-off depalletiser
Enhance your beverage production line efficiency with a high-performance depalletising solu...

Palletizing grouping system for non-returnable packs
For beverage and packaging lines, precise and rapid palletizing of n...

Crate washer for beverage manufacturers
Ensure thorough cleaning of beverage crates with an advanced washing system featuri...

Automated product change-over system
Maximize your production line efficiency by reducing downtime during product changeove...

Automatic capping system for varied cap types
Enhance your packaging line efficiency with a high-speed capping machine des...
Trimming table for fruit and vegetables
Streamline your pre-processing phase with this trimming table, helping you efficien...

Uvc surface disinfection for food packaging and tools
Achieve fast and effective UVC disinfection of food products and pa...

Washing system for lettuce, vegetables, and fruit
Looking to streamline your vegetable and fruit processing? This versati...
Lettuce processing and packaging line
Maximize throughput with seamless integration of trimming, cutting, washing, and pack...

Processing line for lettuce, vegetables, and fruit
Enhance efficiency and product quality in your production line with a ...

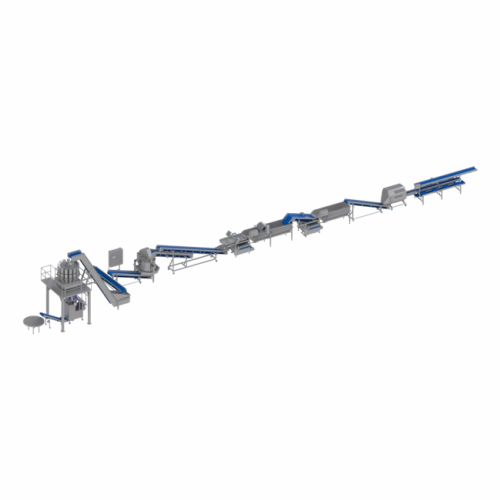
Potato processing line for tubers
For food processors seeking efficiency, this semi-automatic line streamlines peeling, cut...
Automated processing line for lettuce and leafy vegetables
Optimize your salad and leafy greens processing with this ful...

Flexible packaging solution for large food volumes
For high-volume food packaging, achieving consistent bag sizes and red...

Grape destemming solution for efficient fruit processing
Streamline your fruit preparation process with a versatile machi...

Industrial dipping bath for prolonging shelf life of cut fruits and vegetables
Enhance the shelf life and hygiene of y...
Automatic crate weighing system for fresh produce
Streamline your fresh produce processing by precisely weighing and fill...

Washing and grinding system for fruit and vegetables
Efficiently wash and grind fruits and vegetables to streamline your ...
Automatic weighing belt system for mixed products
Achieve precise control and seamless integration of product flows with ...

Convenience avocado processing line
Efficiently halve, pit, and peel avocados while preserving their delicate texture, maxi...

Dust-tight dispenser for metal detector test tablets
Ensure seamless integration of test tablets in high-containment envi...
Empty capsule sorting system
Streamline your capsule production by efficiently removing empty and defective capsules, ensuri...

Fruit bin tipper for processing intake
Efficiently transfer fruits and vegetables from standard bins into your processing l...

2-way diverter for tablet and capsule filling
Ensure precision in tablet and capsule filling with seamless batch switching...

Tablet and capsule diverter
Streamline your tablet and capsule production with precise container filling and flexible config...

25kg powder packaging system for sanitary applications
Achieve high accuracy and hygiene in powder packaging with a syste...
Bulk bag filler with integrated palletizing system
Optimize your powder packaging with a seamless system that fills and a...
Sanitary bulk bag unloader for powdered products
Efficiently manage powder discharge with enhanced dust control and stream...

Ultrapure water demineralizer for critical boilers
Achieve high-purity water production with minimal chemical usage and a...

Curd table for cheese production
Streamline cheese production with effective curd separation, precise salt mixing, and relia...
Tray handling equipment for food packaging
Optimize your food production with adaptable tray handling units that streamlin...
High pressure homogenizer for pharma applications
Achieve precise particle size reduction and stability in liquid formula...

Modular stacking and automation for polymer packaging
Addressing the needs of flexible food packaging, this solution offe...

Wine and sparking wine filling system
Achieve precise filling and minimal oxygen pickup for high-value beverages with a rel...

Enclosed film packaging solution
Eliminate the need for corrugated trays and minimize packaging waste with a robust solution...

Pallet stacker/destacker for separator pallets
Optimize your pallet flow with an advanced stacking and destacking system d...

High-performance distribution and combining system
Streamline your packaging operations with a versatile system designed ...

Flexible tunnel pasteurizer for beverage sterilization
Maximize product safety and flexibility in your production line wi...

Pet bottle filler for hot and cold still beverages
Achieve high-speed precision in filling and capping for various bevera...

Gentle container conveyor for bottles and cans
Achieve seamless container flow with minimal noise and enhanced precision, ...

Wrap-around packer for cartons and trays
Effortlessly streamline your packaging process with a high-speed solution designed...

Rejection system for standing bottles and cans
Ensure seamless quality control by precisely rejecting defective bottles an...

Small piece remover for food processors
When handling diverse food products, ensuring consistent product sizing is vital. T...

Distribution conveyor systems for food processing
Streamline your food processing pipeline with precision-engineered dist...
Feed conveyors for efficient product presentation
Optimize your production line with feed conveyors designed to streamlin...

Hydro-flo food processing pump for vegetable transfer
Optimize food handling with a gentle, space-saving pump that protec...

Industrial food grading system for vegetables
Optimize your production line with a versatile food grading system, ensuring...

Optical potato sorter
Ensure precise sorting with advanced optical technology that identifies and separates defects in a wide...

Sleeving system for leafy greens and cut fruits
Enhance your packaging line with seamless tray sleeving, enabling high-spe...

Micro ingredients loading station for solid additives
Optimize precision dosing and ensure smooth transfer of powdered in...

Automated system for cleaning in place (cip)
Ensure thorough, efficient cleaning of your production equipment with a syste...

Lid applicator for wet wipe packaging
Achieve precise lid placement on flow pack wet wipes with high-speed automation, ensu...

Flexible wrapping system for bathroom tissue and towels
Optimize your wrapping process with a system engineered for high ...

Tablet elevator for pharmaceutical applications
Ideal for efficient transport and elevation of delicate pharmaceutical tab...
Horizontal cartoning solution for pharmaceutical packaging
Streamline your confectionery packaging with high-speed, cont...

Inline bottle cleaner for pharmaceuticals
Ensure your pill bottles and capsule containers are free from contaminants with ...

Automatic biscuit sandwiching equipment for high-volume production
Optimize your biscuit production line with high-spee...

Cartoning system for triangular cheese portions
Streamline your cheese packaging process with precision-oriented cartoning...

Vertical bagging system for heat sealing films and Lpde
Achieve unparalleled flexibility with a versatile vertical baggin...

Automatic sandwich biscuit production system
Elevate your biscuit production line with high-speed sandwiching capabilities...
Feeding system for single wrapping lines
Optimize your high-speed wrapping operations by ensuring precise product alignment...

Filling and sealing pre-formed cups solution
Ensure ultra-clean and aseptic processing for pre-formed cups with a fully en...

Flow wrapper for high-speed confectionery packaging
Achieve gentle, high-speed packaging for delicate confectionery items...
Flow wrapping with pick and place robots
Streamline your confectionery and bakery packaging with precision flow wrapping, u...

Automatic portion volumetric feeder for biscuits and crackers
Streamline your biscuit and cracker packaging process with...

Wrap-around case packer for coated sweets
Effortlessly enhance product presentation and shelf-readiness by securely packin...

Vision guided multi-robot system for flowpack candy packaging
Streamline your confectionery packaging process with high-...
Roasted coffee storage solutions
Ensure the highest integrity of your coffee beans with advanced storage and handling system...
Roasted coffee weighing and blending system
Achieve precision and consistency in your coffee blends with cutting-edge weig...

Green coffee storaging and dosing system
Optimize your coffee production with a flexible and modular solution designed for ...

High-speed tea bag packaging for naked or heatsealed envelopes
Need to enhance production efficiency in tea packaging? D...
Wastewater treatment system for industrial applications
Optimize resource management and environmental impact by integrat...

Turnkey resin synthesis plant system
Streamline resin production with a comprehensive turnkey system designed to efficientl...

Customised tank systems for liquid and bulk material storage
Ensure safe and compliant storage of liquids and bulk mater...

Continuous powder agglomeration system
Enhance product solubility and flowability while minimizing energy consumption with ...
Conical screw mixer for powder blending
Achieve precise and homogeneous blending with the conical screw mixer, ensuring uni...

Ultra-fine grinding jet mill for coarse and fibrous materials
Effortlessly achieve ultra-fine particle sizes in coarse a...
High-pressure roller compactors for chemical, food, and minerals industries
Achieve precise particle compaction and br...

Multiprocessing system for flexible research and production
Optimize your process development with a versatile system th...

High-speed hammer mill for continuous operation
Achieve precise particle size reduction with high-speed hammer milling, id...

High pressure roller mill for medium-fine crushing
Achieve precision in particle size with high-pressure roller mills, id...

Flake crushers for gentle crushing of brittle materials
For processes needing precise granule control, our equipment ensu...

Industrial granulators for plastic recycling
Streamline your recycling operations with a solution that not only reduces en...

Compact granulator for plastic comminution
Optimize your plastic recycling operations with a compact granulator designed t...

Ultrafine classifier for precise particle separation
Gain precise control over particle size with this ultrafine classifi...

Ultra-fine dry grinding mill for glass and ceramics
Achieve ultra-fine particle sizes and energy savings with a dry grind...

Air classifier for classifying industrial minerals
Achieve precise particle separation with advanced air classifiers, par...

Single bucket elevator for seed handling
Optimize your seed processing efficiency by seamlessly transporting and splitting ...

Separating packed cheese products from packaging
Efficiently separate individual cheese portions from packaging, reducing ...

Cheese and butter block grinder
Efficiently transform frozen cheese and butter blocks into manageable sizes for continuous p...
Industrial case rejector for faulty packaging
Ensure product integrity by smoothly removing faulty cases from your product...

X-ray assisted empty container inspection system
Detect low-density foreign objects and micro-cracks in empty containers w...

Full container check system for beverage industry
Streamline your quality assurance process with advanced detection techn...

Precision case rejector for faulty packaging
Ensure seamless production flow by reliably removing defective packaging with...
Conveyor system for efficient container transport
Optimize your filling line with a versatile container transport system ...

Conveyor control system for beverage filling lines
Optimize your production line’s efficiency by seamlessly managin...
Curve rejector for beverage containers
Ensure seamless and upright rejection of faulty containers in tight spaces, maintain...

Wafer distribution device for chocolate coating plants
Enhance your chocolate coating operations with precision wafer dis...

Single-screw cooking extruder for snack production
Optimize your snack production with a versatile extruder designed to h...

Contact spreading machine for cream application on wafer sheets
Ensure precise cream application with our specialized co...

Hollow wafer spreading machine for consistent coating
Optimize your snack production with precise spreading—achieve unifo...

Continuous extruded snack dyeing system
Enhance the aesthetics of your extruded snacks with precise and continuous dyeing, ...

Roller embossing system for snack production
Effortlessly shape and press multiple product strands into diverse, precise f...

Kettle fryer for batch potato chips
Ensure consistent quality and precise frying for your kettle-cooked chips with this the...

Conveyor systems for snack production
Streamline your snack production with advanced conveyor systems designed for seamless...

Conveyor belt metal detection system for food processing
Enhance product safety and ensure compliance with the most strin...
Rotary can filler for dry free-flowing products
Achieve precise, high-speed filling of dry free-flowing products like nuts...

Potato chip production slicer feeder
Ensure optimal slicing and consistent chip quality with a feeder that delivers a stead...

Batter applicator for poultry and seafood
Achieve consistent, even coating of batters and marinades for a variety of food ...

Advanced breading applicator for meat and vegetables
Achieve uniform coating on diverse products with seamless changeover...

Nut roaster for consistent and high-capacity processing
Achieve uniform roasting and elevate your nut processing with pre...

Sheeting solution for tortillas and chips
Achieve precision sheeting of tortilla chips and taco shells with robust technol...
On-machine seasoning system for potato chips
Achieve uniform seasoning coverage for various snack foods with minimal wasta...

Nut roasting system
Achieve perfectly roasted and seasoned nuts with precision control over roasting, coating, cooling, and g...

Industrial snack food fryer
Achieve precise temperature and conveyor speed control for consistently uniform snacks with this...

Industrial nugget former for meat products
Efficiently shape and size a variety of meat and alternative products into nugg...

Potato slice washer for surface starch and fines removal
Ensure optimal cleaning and dewatering of potato slices while si...

Inspection conveyor for potatoes and vegetables
Streamline your defect removal and trimming process with a conveyor system...
Corn masa preparation system
Efficiently transform dry corn into fresh masa in minutes using a continuous process, eliminati...
Versatile dual axis funnel filling system
Eliminate messy spills and maximize efficiency by synchronizing conveyor and tra...

Fabricated chip fryer
Achieve uniformity in stackable snack chips with a fryer that precisely controls temperature and oil le...

Slicer infeed conveyor for potato products
Enhance slicing efficiency by smoothly feeding potatoes into multiple slicers, ...
Fresh produce weighing system
Achieve precise weighing and seamless integration in fresh produce packaging with multihead we...

Corn product moisture conditioning system
Prevent chip blistering and oil absorption by efficiently balancing moisture con...

Impingement oven for meat and baked products
Achieve faster cooking and greater uniformity with advanced airflow technolog...

Ambient air cooling system for food products
Achieve precise cooling control with high-speed ambient air cooling systems, ...

Industrial bagel boiling system
Ensure consistent bagel quality with high-capacity boiling, coupled with continuous water fi...

Valve bag filling system for cement and chemicals
Optimize your material handling with precision filling and sealing, ens...
Rotating packaging system for cement and chemicals
Streamline your packaging line with a high-speed, rotating solution th...

Apron extractor weigh feeder for large-scale material extraction
Achieve precise material dosing and metering under chal...
Weigh belt feeder for low-density materials
Optimize high-volume feeding accuracy for light materials while reducing your ...
Powder belt feeder for accurate powder metering
Achieve precise powder metering with a specialized feeder that maintains d...

Belt feeder for alternative fuels
Maximize fuel efficiency with this belt feeder designed for seamless dosing of alternativ...

High-speed conveyor belt scale for high-flow applications
Achieve precise continuous material flow with a robust belt sc...

Continuous tunneling drying system for industrial applications
Streamline your drying process with precision-controlled ...
High-speed industrial belt feeder for granular materials
Achieve precise and consistent material dosing in high-flow envi...

High-precision belt feeder for granular materials
Achieve precise material dosing and consistent flow in your continuous ...

Continuous tunnel dryer for tray carts
Efficiently dry diverse products with precision temperature control, ensuring gentle...

Continuous tunnel dryer for food products
Achieve precise moisture removal with adaptable drying technology, ensuring your...

Automated assembly system for lab diagnostics
Streamline your lab diagnostics production with a flexible assembly system, ...

Lyophilized pellet dosing technology
Eliminate mechanical strain and static charge in your lyophilized pellet dosing proces...

Ultra-hygienic vacuum conveyor for pharmaceutical and food industries
Streamline material handling with this ultra-hygi...

Powder flow control system for gravity transfer
Ensure precise dosing and prevent spillage during powder transfers in your...

Hygienic vacuum conveyor for pharmaceutical and food industries
Optimize your material handling process with a vacuum co...

Rotary crushing valve for lump breaking
When handling bulk solids, effective pre-breaking and sizing are crucial to ensure ...

Empty capsule transfer system
Ensure seamless capsule filling operations by eliminating manual handling and preventing produ...

Powder flow control systems for precise gravity transfer
Achieve seamless powder flow control in your production line wit...

Dust-control sack tip station for industrial loading
Ensure seamless and safe unloading of powders with an integrated dus...

High-performance sausage linking and hanging line
Boost your production efficiency with a high-speed line designed for se...

High-capacity industrial grinder for frozen and fresh raw materials
Effortlessly grind both deep-frozen blocks and fres...

Multi-lane forming system for 3d food product shapes
Achieve precise weight accuracy and high-speed production of diverse...

Forming system for multi-lane production of shaped foods
Streamline your production of uniform shaped foods with a multi-...

Collating system for fresh sausage automation
Maximize production efficiency by seamlessly integrating automated collating...

Industrial co-extrusion system for sausages with alginate casing
Eliminate the need for traditional sausage casings with...

Powder and oil coating system for gummies
Enhance your gummy production with precise powder and oil coating, achieving con...

Grape harvest cooling tunnel
Ensure optimal grape quality for winemaking by precisely controlling temperature with a mobile ...

Mobile stainless steel tank for grape harvest transfer
Facilitate efficient grape harvest transfer with a motorized mobil...

Semi-automatic cheese portioning solution
Enhance your cheese processing capabilities with a versatile portioning solution...

Automatic foil unpacking system for cheese
Streamline your cheese production with cutting-edge technology designed to repl...

Cheese shredding line for large volume production
Achieve seamless cheese processing with a fully integrated shredding li...

Multi-lane ice cream wrapping system
Optimize your production line with a high-speed, multi-lane wrapping system designed t...

Cheese shredding solution for soft, semi-hard, and hard cheeses
Maximize cheese processing efficiency with precise shred...

High-capacity ice cream cartonizing solution
Effortlessly handle complex ice cream production with a cartonizing solution ...

Schnitzel tenderizer with adjustable cutting pressure
For precise meat preparation, equip your production line with a sch...

Green coffee conveyor for efficient coffee roasting operations
Effortlessly streamline your roasting process by automati...

Ergonomic transfer trolley for beta bags and containers
Ensure aseptic integrity and streamline your handling of sensitiv...

Heavy duty rotary valves for powder handling
Ensure precise material flow and safety in harsh processing environments with...

Sack tipping station for dust-free bulk material handling
Efficiently manage bulk materials while minimizing dust exposu...

Quick-clean hygienic rotary valves
Ensure seamless cleaning and minimal downtime in your production line with rotary valves...

Hygienic flexible sleeves for food and pharmaceutical use
Say goodbye to contamination risks with this tool-free, quick-...

Automation system for cheese processing
Optimize your cheese production line with seamless integration to ensure consistent...

Continuous band blade decrusting slicer for bread
Achieve precise decrusting and slicing of various bread loaves with con...

Reciprocating blade slicer for high-speed cutting
Ensure precise, high-speed slicing of bakery products with an industria...

Reciprocating blades slicer for bread
Achieve precise, adjustable slicing for various bread types at medium speeds, enhanci...

High-speed industrial bread slicer
Optimize your bakery’s throughput with a continuous slicing solution designed to h...

Horizontal slicer with dual cutting disks
Achieve precise, high-speed slicing for a variety of baked goods with dual cutti...

Continuous mechanical clipband closing system for bags
Streamline your bakery packaging process with a high-speed clipban...

Horizontal partial cut slicer for bakery products
Achieve precision in your bakery with a horizontal partial cut slicer, ...

Industrial reciprocating blade slicer for high-speed slicing
Enhance your bakery production line with high-speed slicing...

Laboratory vibratory feeder for uniform material feed
Achieve precise, uniform feeding of fine powders and granules in la...

Centrifugal sifter for particle size classification
Achieve precise particle size control with high output efficiency, en...

Downdraft conveyor dryer for industrial drying applications
Achieve consistent drying with reduced energy consumption us...

Advanced downdraft conveyor dryer for biomass feedstocks
Achieve precise moisture control and energy efficiency with adva...

In-line weight control for brine injection
Ensure precise brine distribution in your meat, poultry, or fish processing lin...

Single track pallet conveyor for productions cells
Streamline your production operations with a versatile pallet conveyor...

Single track pallet conveyor for large items
Streamline your production with a versatile pallet conveyor system, designed ...

Twin track pallet conveyors for assembly and testing
Enhance your production line’s efficiency with a system that s...

Twin track conveyor for heavy load applications
Handle complex assembly and testing needs with precision; this robust twin...
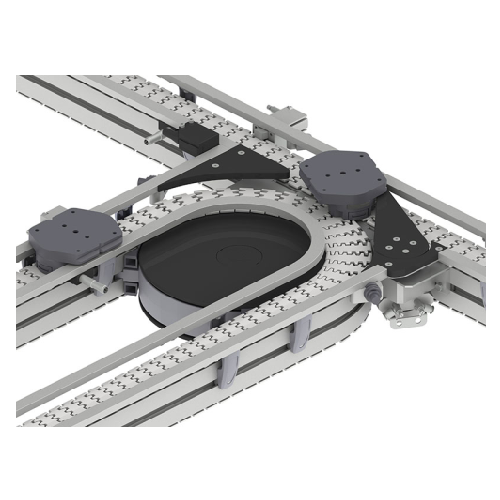
Single track pallet conveyors for electronics production
Efficiently manage single-piece flow with precise routing, balan...

Vacuum transfer system for powders and granules
Effortlessly transfer and manage powders and granules with seamless integr...

Industrial sugar sander for confectionery coating
Enhance product appeal and longevity with a sugar sander designed to un...

Screw heat exchanger for efficient thermal processing
Optimize your heating and cooling processes with this robust double...

Sludge dryer for humid and pasty materials
Effortlessly manage pasty and sticky materials with a sludge dryer that ensures...
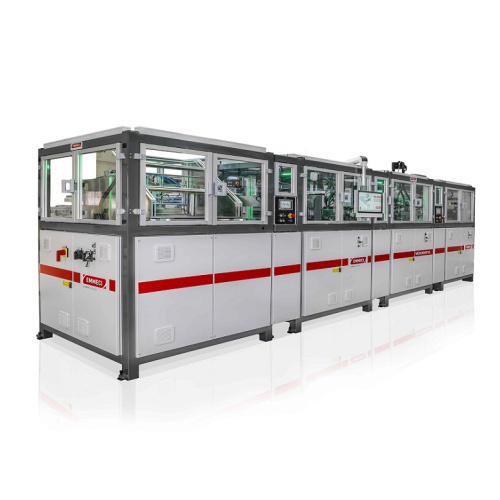
Digital luxury box making line
Elevate your luxury packaging with precision-engineered digital technology designed to craft ...

Roll support dryers for web transportation
Eliminate web curl issues and enhance drying precision for diverse materials wi...
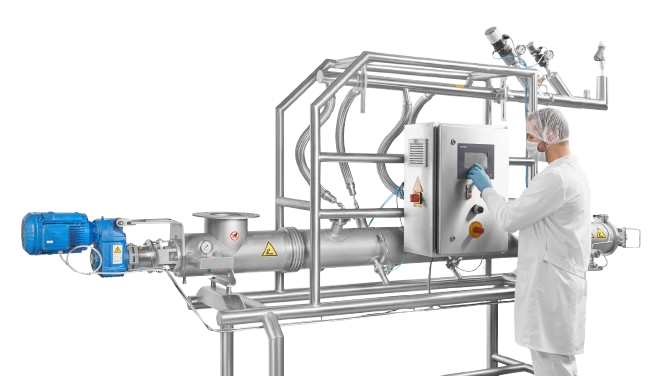
Cryogenic screw conveyor for food processing
Enhance your production line with a cryogenic screw conveyor that simultaneou...
Automated guided vehicle for heavy load transport
Optimize your production flow with a robust solution for efficiently tr...

Product handling system for big bags and containers
Optimize your production line with a comprehensive system for transpo...

Mechanical horizontal conveyor for powders and granulates
Efficiently handle and transport your delicate powders and gra...

Vertical transport for bulk goods
Efficiently move bulk goods vertically with minimal energy usage, ensuring seamless integ...

Grape sorting and washing lines
Optimize grape processing with efficient sorting and washing lines that streamline the prepa...
Conveyor belts for grape processing
Streamline your grape processing with stainless steel conveyor belts, engineered for ef...

Mohno pumps for efficient grape marc transfer
Ensure gentle handling and uninterrupted flow of grape marc with low-vibrati...

Concentrate drum emptying system
Efficiently extract every drop of fruit concentrate from your drums with precision and ease...
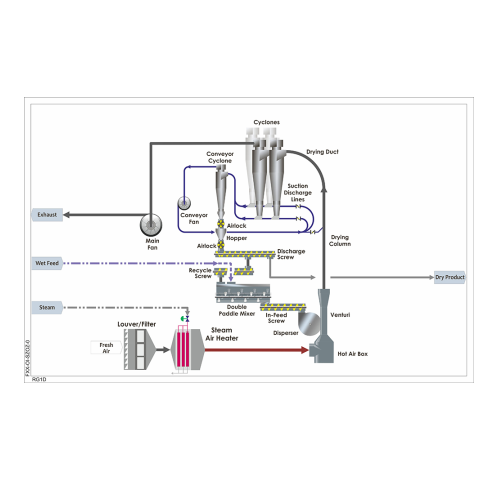
Corn starch drying solutions
Ensure precise moisture control and maintain product integrity in your corn starch processing w...

Servo press for optimal shaping of bacon and meat loins
Achieve precise shaping and consistent slice yield for bacon and ...

Flower bulb supply conveyor
Ensure precise handling and transport of flower bulbs with a conveyor designed to seamlessly int...

Flower bulb counting solution
Achieve precise flower bulb packaging with unmatched counting accuracy, ensuring each pack con...

Food counting system for hygienic applications
For food processors needing precise quantity control, this counting system ...

In-motion pharmaceutical bottle filler
Achieve up to 400 bottles per minute with this modular bottle filling solution, desi...

Linear tablet and capsule counter
Ensure precise and efficient bottle filling with a cutting-edge counting system that guar...

Product unscramblers for industrial automation
Efficiently organize and orient jumbled products for seamless integration w...

Stuffing hopper with stainless positive displacement pump
Enhance your high-volume processing line with a seamless integ...

Transfer hopper with stainless Pd pump for food processing
Eliminate spillage and maintain continuous flow with a positi...

Custom-designed work platform for safe operator access
Enhance operator safety and productivity by providing secure and h...

Vertical screw conveyor for ground materials
Optimize floor space in food processing with this vertical solution, ensuring...

Horizontal screw loader for food processing
Optimize your production flow with a smooth-loading solution designed to effic...

Inclined screw loader for food processing
Optimize your food processing line with an inclined screw loader, designed for e...

Surge bins for material handling
Ensure efficient material flow and storage in your production line with surge bins that fea...

Twin screw feeders for difficult bulk materials
For manufacturers handling sticky or fine powders, twin screw feeders ensu...

Industrial vibratory feeder for bulk solids
Ensure precise and gentle handling of delicate bulk materials with a cutting-e...

Industrial strand pelletizer for polymer processing
Optimize polymer pellet production with precision engineering, ensuri...

High quality sterile filling system
Experience unparalleled precision in aseptic filling with this advanced system, designe...

Ventilated pass-through for classified environment transition
Ensure sterile and secure transfer between environments wi...

Bin and carton filling system for cut tobacco
Efficiently manage your tobacco product flow with a high-speed filling syste...

Tobacco stem flattening system
Optimize your tobacco processing line with high-capacity stem flatteners designed to transfor...

Tunnel pasteurizer for beverages
Optimize your beverage production with precise pasteurization control, ensuring product qua...

Basic checkweigher for weight control in low to medium performance
Ensure accurate weight control with a versatile chec...

Complete packaging lines for various containers
Streamline your packaging process with versatile equipment capable of hand...
High pressure pumps for margarine production
Enhance your production line with high-pressure pumps designed for precise em...

High containment powder transfer valve for bulk material
Ensure operator safety and prevent cross-contamination with robu...

Stainless steel container for powder transfer
Ensure seamless and sterile movement of high-value powders with this contain...
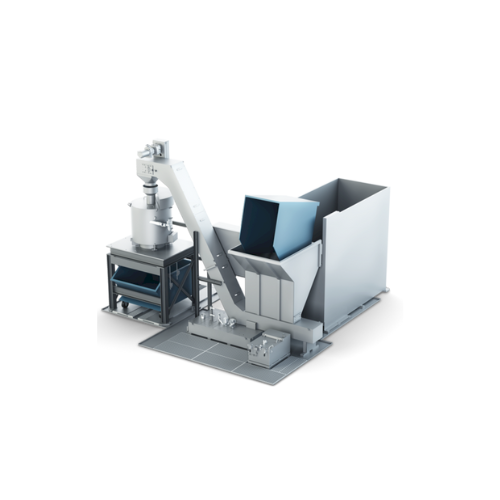
Automated de-oiling centrifuge system for metalworking chips
Enhance metal recovery and efficiency with a de-oiling cent...

Piston pump continuous ice cream freezer
Optimize your ice cream production with a continuous freezing solution that seamle...

Combined wet glue and self-adhesive labeling system
Achieve seamless labeling with combined wet glue and self-adhesive te...

High precision lollipop cooling system
Ensure your lollipops maintain their shape and quality with precision cooling, reduc...

Automatic bag-in-box carton sealer
Optimize your end-of-line packaging with precision glue sealing for bag-in-box and carto...
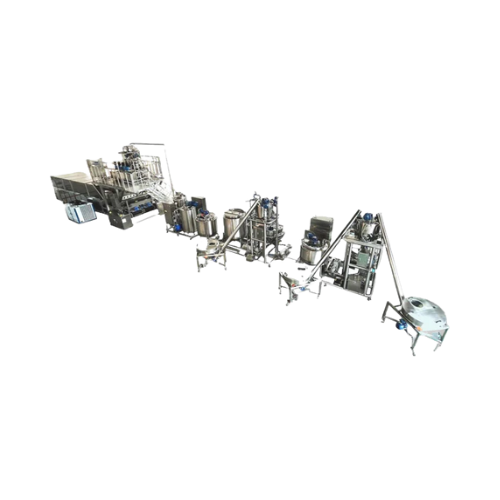
Automatic gummy candy production system
Maximize your confectionery output with a high-speed system capable of producing up...

High-speed horizontal case packer for shipping cases
For high-demand production lines, this modular case packer streamlin...

Robot manipulator for intermittent motion machines
Optimize your pharmaceutical packaging line’s efficiency and pre...

High-speed continuous motion overwrapper for thin films
For those needing high-speed, efficient wrapping, this equipment ...

Volumetric filling and capping system for pharmaceuticals
Optimize your liquid filling and capping operations with a ver...

Linear intermittent motion filling system for high-density liquids
Ensure precise dosing of high-density liquids like c...

Depacking system for empty bottles with shrink-wrap material
Easily streamline your bottling line with a compact solutio...

Intermittent motion overwrapper for cosmetic and food products
Achieve flawless packaging with precision wrapping and se...

Vacuum waste handling system for food processing
Optimize waste management with a vacuum system that enhances hygiene, red...

Axial roller grader for gentle size grading
Optimize your grading process with this precision axial roller grader, designe...

Automatic sausage depositor
Streamline your production by precisely depositing and aligning sausage portions into trays, ens...

Belt thawing unit for seafood and meat
Efficiently thaw block-frozen products with a continuous submersion belt system, ens...

Smart pattern splitter for bakery products
Achieve precise split patterns on various bread types with an innovative water ...

Continuous belt thawing unit for frozen seafood
Quickly defrost block-frozen products with minimal water usage, enhancing ...

Line converger for thermoforming packaging lines
Efficiently manage the transition from multi-lane to single-lane packagin...

Line separation for thermoformed packs
Easily transform multi-lane outputs from thermoformers into streamlined single-lane ...

High-capacity tubular screw conveyor for grain transport
Optimize your production flow with a robust solution that ensure...

Sunflower seed dehulling system
Experience efficient dehulling for high-yield sunflower seed processing, enhancing kernel qu...

Trough screw conveyor for grain transport
Streamline your grain processing with a reliable conveyor system that ensures ef...

Advanced superheated steam drying solution
Harness the power of consistent drying technology to achieve optimal moisture c...

Advanced process technology for grain handling
In the grain industry, efficient and accurate handling processes are crucia...

Cooling conveyor for baked goods
Efficiently adapt your baked and confectionery goods to ambient conditions, ensuring optima...

Heavy-duty trough chain conveyor for high throughput applications
Optimized for high-capacity operations, this robust c...

Fully automatic bagging station for granular products
Streamline your packaging line with a high-speed solution designed ...

Wafer acceleration belt for chocolate enrobing
Optimize your confectionery production with precise wafer separation and al...

Automatic sleeving for rolled and molded cones
Optimize your cone production line with precision sleeving and reliable det...

Wafer cone cooling table
Need consistent cooling and alignment of ice cream cones and wafers? This solution provides seamless...

Dough feeder for biscuit and cookie production
Achieve precise dough feeding with seamless integration into high-speed pro...

Dough ripening conveyor for stick and fried noodles
Ensure optimal dough maturity and consistency with this conveyor, des...
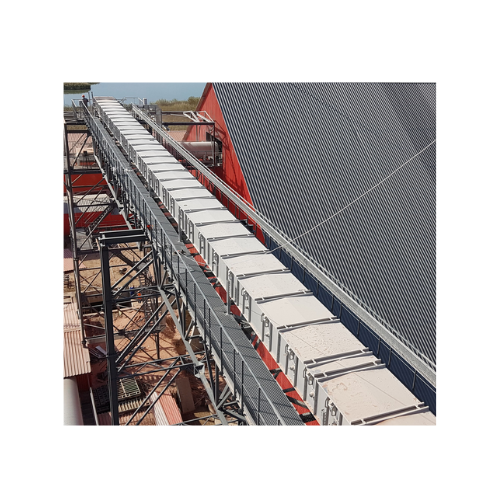
Enclosed belt conveyor for grain handling
Optimize your material transportation and ensure dust-free operations with this ...

Vertical conveyor for bulk materials
Optimize your handling of bulk materials with a cost-effective solution that ensures h...

Infrared pre-treatment for cocoa beans
Achieve optimal cocoa nib separation and consistent moisture control while preventin...

Tubular screw conveyor for grain transport
Efficiently discharge and dose raw materials with high precision, ensuring seam...
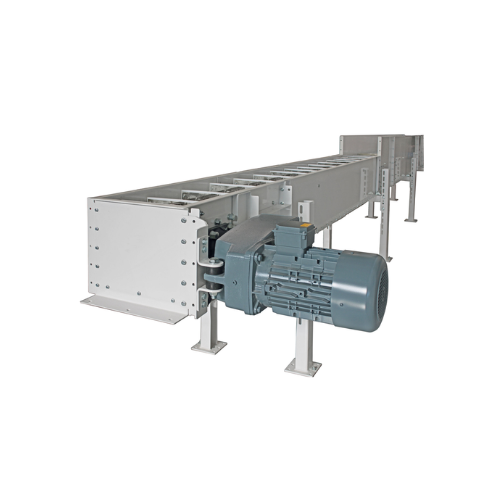
Chain conveyor for grain handling
Optimize your production line with a customizable chain conveyor that ensures efficient, ...

Cracking mill for oilseeds and feed processing
Maximize your production efficiency with advanced cracking and milling solu...

Transport screw conveyor for pomace
Efficiently convey and discharge fruit pomace with a transport screw conveyor designed ...

Dewatering screw conveyor for screenings
Optimize your wastewater treatment process with a conveyor solution that effective...

Continuous freeze drying solution for coffee and food pieces
Achieve optimal moisture removal in heat-sensitive products...

Twin screw compounder for polymer processing
Achieve superior polymer blends with optimized shear forces and consistent ma...

Coffee roasting system
Optimize your coffee production from green beans to finely ground espresso with this versatile system,...

Raw material handling systems for plastic and pharmaceutical industries
Effortlessly manage and optimize the handling a...

Material handling system for confectionery production
Optimize your production line with a system designed for efficient ...

Lab- and pilot-scale twin screw extruders
Optimize your material development and testing with versatile extruders, ideal f...

Lab-scale extruders for material development
Optimize your lab and pilot-scale extrusion processes with advanced material ...

Troughed belt conveyor for efficient material transport
Effortlessly transport a variety of materials, from glass to muni...

Glass cleaning system for recycling applications
Optimize glass recycling by efficiently removing contaminants and minimiz...

Sliding belt conveyor for sorting light, voluminous materials
Efficiently sort and convey light, voluminous materials wi...

Integrated optical sorting unit for lightweight materials
Optimize your processing of lightweight materials by achieving...

Industrial drum feeder for waste paper sorting systems
Optimize your waste sorting operations with a consistent material ...

Chestnuts steam peeling system
Efficiently transform raw chestnuts into ready-to-freeze products with a continuous steam pee...

Systems for transporting cocoa powders and ingredients
Efficiently transport and dose your cocoa powders and semiliquid i...

Vision guided robotics case packer
Maximize efficiency with vision-guided robotics for versatile case and tray loading, red...

Semi-auto case packer for flexible bag collation
Enhance your manual packing speed and flexibility with a semi-automatic s...
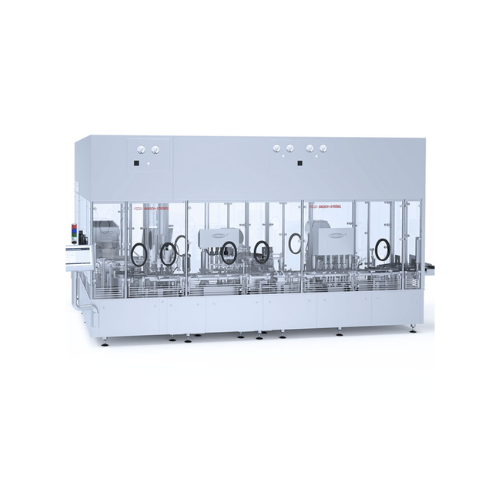
Filling and closing solution for plastic bottles
Efficiently sort, fill, and close a variety of plastic bottles with preci...
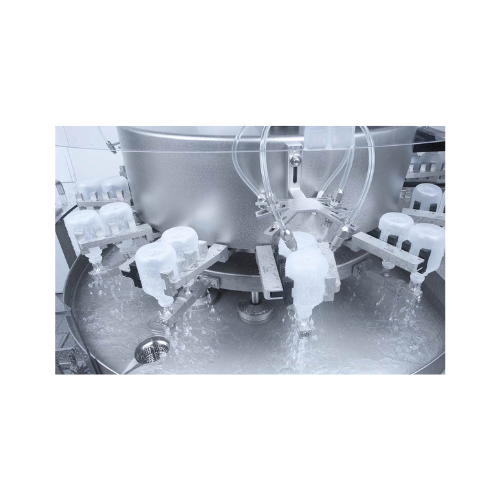
Vial and bottle cleaning system for pharmaceutical use
Ensure pharmaceutical-grade cleanliness for your vials, ampoules, ...
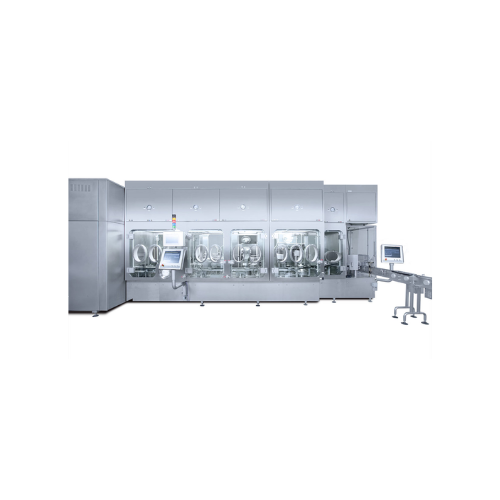
Filling and closing solution for vials and stable bottles
Optimize vial and bottle processing with a seamless solution d...

Wet cleaning system for pharmaceutical cartridges
For optimal sterile product outcomes, this system ensures precise and e...

Release agent sprayer for baking trays and moulds
Achieve perfect results in baking by ensuring efficient and uniform gre...

Ultrasonic cutter for pastry and bakery products
Achieve precise, high-quality cuts for your bakery and confectionery prod...

Depositing line for cake production with paper cup denester
Optimize your cake production by seamlessly depositing marbl...

Industrial glazing line for high-volume production
Elevate your production efficiency with this robust glazing line, opti...

High-volume spraying system for glazes and marmelades
Streamline your glazing process with a system designed to minimize ...

Industrial glaze sprayer for high-volume bakery production
Enhance product appeal and extend shelf life with precise gla...

Drizzler for precise food decoration
Transform ordinary dishes into visually stunning creations with a precise drizzling sy...

Full production greasing and depositing line for bakery products
Elevate your production process with a greasing and dep...

Big bag discharge station for bulk material handling
Ensure low-dust and efficient discharge of bulk materials with a sys...

Modular big bag discharge station for bulk material handling
Streamline your bulk material handling with a customizable ...

Dust-free docking collar for containers and bins
Achieve seamless, dust-free connections between containers and processing...

Dust-free big bag connection system for bulk solids
Eliminate dust and ensure reliable discharge with this vacuum docking...

Automatic bottles and jars filling and capping line
Streamline your liquid product packaging with this high-speed solutio...

Flexible isolator for aseptic containment
Ensure sterility and safety with a flexible isolator designed for efficient cont...

Sterile Api production line for powder treatment
Achieve seamless sterile API production by integrating precise weighing, ...

Checkweighers with chain conveyors for diverse package types
Optimize your production line with precision weighing, acco...
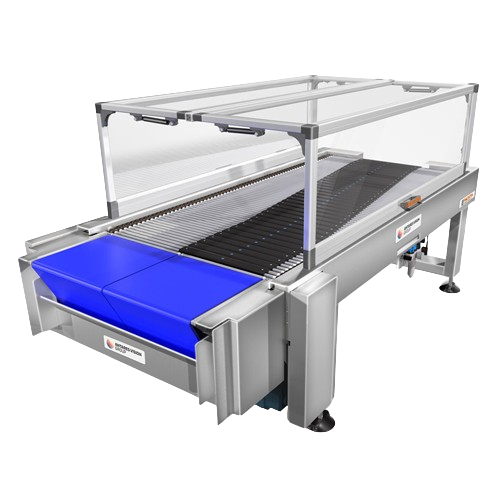
High-speed sliding systems for beverage lines
Streamline your high-speed production lines with advanced sliding systems de...

Automatic batter breading system for deep-fried foods
Effortlessly achieve even coating of various foods with waterfall-t...

Automated quesadilla production system
Streamline your quesadilla production with a high-speed system designed to efficient...

Automatic rounding conveyor for food production
Effortlessly transform diverse food products into uniform spherical shapes...

Vietnamese rice paper spring roll production system
Efficiently transform rice papers into delicious spring rolls with a ...

Submerging batter breading machine for thicker batter coating
Ensure even coating for your specialty foods with this sub...

Automatic crumb breading machine for food production
Perfect for creating evenly breaded products like tempura shrimp and...

Automatic wonton production system
Streamline your production of high-quality wontons with this efficient system, which mai...
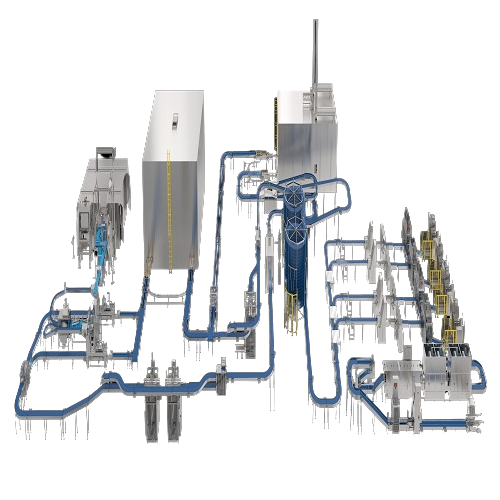
Soft bread production system
Optimize your bakery operations by integrating a high-speed system for producing a wide variety...
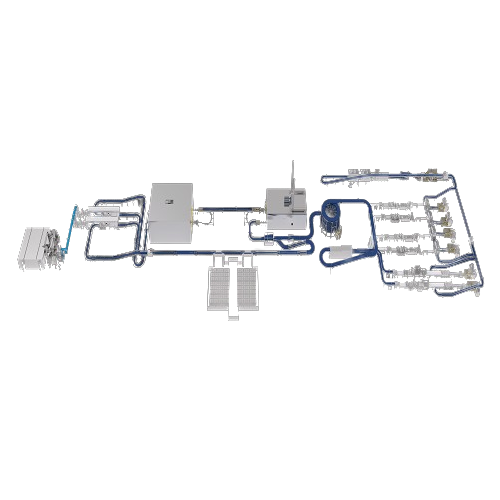
High-speed bun and roll production system
Optimize your bakery’s output with this high-speed system designed to stre...
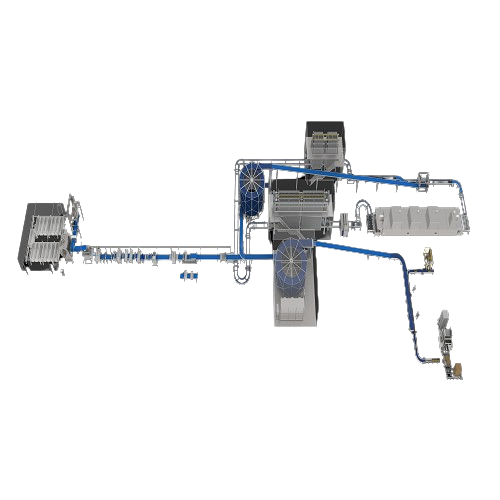
Artisan bread production line for high-volume bakeries
Optimize your artisan bakery operations with a production line tha...
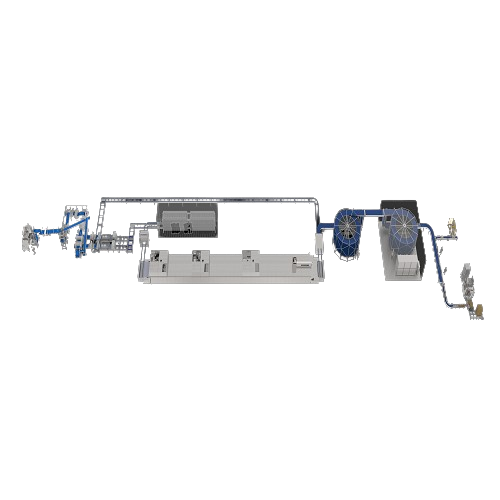
High-speed baguette production system
Achieve seamless, high-speed production of artisan baguettes with minimal downtime an...
Swirl bread production system for commercial bakeries
Elevate your bakery’s output with high-speed, efficient produ...
Muffin and cake production line
Enhance your bakery production with a line that meticulously controls every stage, from mixi...

Advanced croissant production line
Streamline your bakery operations with a high-speed croissant production line, integrati...
Danish and puff pastry production line
Enhance your pastry production with this integrated solution, designed to optimize t...
Automated sheeting and laminating solution for filled snack bread production
Enhance your bakery line’s efficien...

Pressed pan pizza production system
Elevate your pizza production with a system that enhances flexibility and consistency, ...

Sheeted pizza and flatbread production system
Achieve seamless integration and high-volume production of diverse baked goo...

Continuous proofer and oven systems for commercial bakeries
Enhance product consistency and throughput in your bakery op...
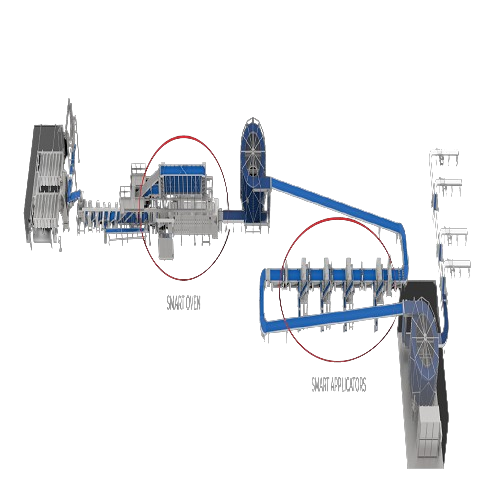
Ai solutions for pizza production in bakeries
Bring unparalleled precision and efficiency to your bakery with intelligent ...

Non-contact accumulator for packaging lines
Experience seamless integration and reduced product interference with this inn...
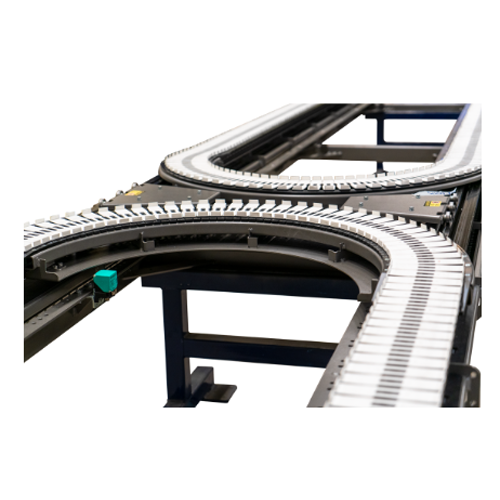
Dynamic accumulation conveyor for packaging and bottling
Optimize your production flow with a conveyor system designed to...

Modular conveyor system for internal unit load transport
Optimize your production line with a versatile conveyor system t...
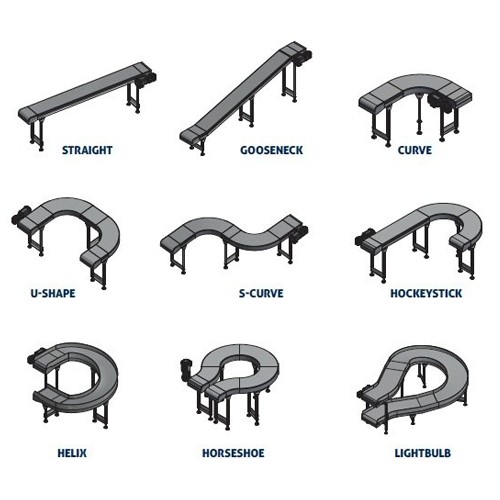
Curved conveyor for logistics and packaging
Efficiently tackle space constraints in your production line with a flexible c...

Controlled spiral conveyor for logistic centers
Efficiently manage parcel flow and minimize product damage with this spira...

Wide belt spiral conveyor for oversized products
Efficiently manage oversized goods with a compact, high-capacity spiral c...

Spiral conveyor for repeating size cases
Optimize your line’s efficiency by elevating rigid items at higher inclines,...

Linear big bottle water filling solution
Streamline your large-format water bottling process with integrated washing, filli...

Automatic wrapping for small products
Achieve precise and efficient packaging of diverse small products with seamless verti...

Cheese portioning system for pre-divided cheese loaves
Efficiently transform pre-divided cheese loaves into neatly segmen...

Automatic wrapping solution for large products
Effortlessly handle and package large dairy and food products with precisio...

Flash dryer for high-moisture bulk materials
Tackle high-moisture challenges head-on with rapid drying solutions that effi...

Cost-effective olive oil decanter centrifuge
Optimize your olive oil production with high-speed separation and clarificati...

Automated butterfly valve actuator for hygienic processing
Streamline your flow control operations with a robust and mai...

Vacuum conveyor for powder and granule transfer
Ensure efficient and contamination-free transfer of powders and granules w...

Conveyor for acidic and corrosive powders
Effectively handle corrosive and aggressive powders in chemical processes with t...

Ped-compliant vacuum conveyor for powder transfer
Achieve safe and efficient powder transfer in pressure environments wit...

Vacuum transfer system with integrated cleaning
Ensure sterile powder handling and contamination-free production with vacu...

Powder hopper loaders for free-flowing materials
Efficiently transport free-flowing powders, including PVC and polyethylen...

Inline wet mill for mayonnaise emulsions
Eliminate the challenges of achieving stable, uniform emulsions in your sauces and...

Atmospheric powder induction system
Enhance your mixing efficiency with a system designed for rapid powder induction and th...

Semi-automatic flowmeter boom filler for large volume containers
Effortlessly handle large volume liquid filling with pr...

Continuous cartoning solution
Enhance your production line with efficient high-speed cartoning, designed to streamline packa...

Intermittent motion cartoning machine for blister packs
Optimize your packaging line with a space-efficient cartoning mac...

Filled capsule elevator for seamless process integration
Efficiently streamline the transfer of filled capsules across va...

Steam shrink tunnels for versatile packaging
Enhance your packaging efficiency with this adaptable steam shrink tunnel, de...

Inversion sterilizing conveyor for hot beverage bottle sanitation
Ensure sanitary filling of hot beverages by utilizing...

Automatic timed flow volumetric filling machine
Streamline your liquid packaging process with precise volumetric filling o...

Automatic positive displacement filler for various liquids
Achieve precision and versatility in liquid filling operation...

Powder filling machine for dry products
Achieve precision and consistency in filling dry powders and granules with a versat...

Automatic labeler for low profile containers
Optimize container labeling with precision and efficiency, addressing the cha...

Semi-automatic pressure sensitive labeling system
Optimize your labeling efficiency with this versatile system designed t...

High-speed bottle orientator
Efficiently streamline your bottling process by ensuring containers are swiftly and accurately ...

Bottle unscrambler for plastic containers
Efficiently organize and streamline your production line by ensuring plastic con...

Automated snap capper for various container types
Eliminate manual errors and repetitive strain with this high-speed snap...

Customizable sanitary conveyor systems
Efficiently transport and handle diverse products with a sanitary conveyor system de...

Bottomless conveyor for 90° bottle transfer and coding
Efficiently connect disparate production systems in your bottling ...

Indexed stomp capper for continuous bottle capping
Solve the challenge of manual snap cap placement with a seamless, cont...

Container unscrambler for filling lines
Streamline and automate the loading of containers onto your production line with th...

Single lane collator for packaging room
Streamline your packaging operations by efficiently collating, counting, and aligni...

High capacity continuous puffer for popcorn
Optimize your snack production with advanced airflow and speed controls design...
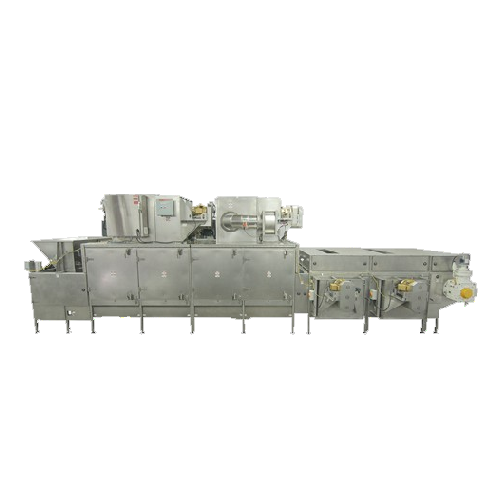
Continuous nut roaster for large-scale nut processing
Streamline your nut processing capabilities with a machine designed...

Retractable spiral chute for bulk material handling
Enhance the integrity of your products by gently transferring bulk ma...

Spiral chute for gentle product handling in limited space
Optimize your snack and nut production by minimizing product d...

Chocolate enrober for large scale production
Efficiently enrobe a wide range of products, from chocolate bars to delicate ...

Small-scale depositor and extruder for bakery production
Revolutionize your confectionery and bakery production with a fl...
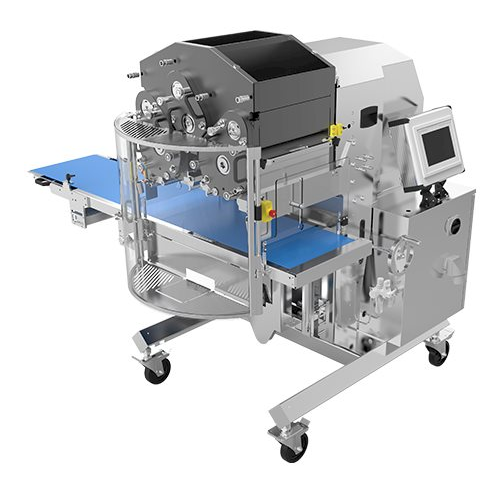
Flexible depositor and extruder for small-scale production
Achieve precise multi-mass creations with a compact, versatil...

Enrobing system for rapid changeover in confectionery production
Achieve seamless chocolate coating transitions with a s...

Conveyor system for chocolate production lines
Streamline your production flow with this conveyor system, ensuring efficie...

Auxiliary feeder mixer for chocolate production
Optimize ingredient incorporation seamlessly with a versatile system that ...

Filling and weighing station for chocolate production
Ensure precise and efficient chocolate mass depositing with a stati...

Industrial guillotine for precision cutting
Achieve precise portioning with a high-capacity guillotine, designed for seaml...

Chocolate pump for consistent mass transport
Efficiently transport chocolate mass with precision, ensuring gentle handling...

Rotating stencil depositor for confectionery products
Streamline your confectionery operations by precisely depositing in...

Dough feeder for flexible and gentle dough handling
Ensure precise, gentle handling and optimal integration with your pro...
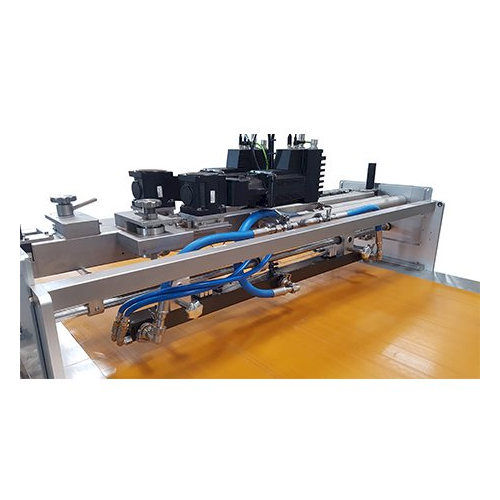
Chocolate decoration stringer for bakery and confectionery
Elevate your confectionery creations with precision chocolate...

Continuous sugar dissolving system for beverages
Optimize your beverage production with an efficient sugar dissolving solu...

Granulated sugar storage and conveyance solutions
Optimize your sugar processing with versatile solutions for storage, pr...

Product in tote/crate washer for fresh produce
Enhance the cleanliness of your production line by ensuring that crates and...

Flat belt product transfer conveyor for food processing
Efficiently streamline your production line with a hygienically d...

Twin lane separator for automated tray sealing
Optimize your production line with this conveyor system designed to effortl...

Carton sandwich wedge erecting and sealing solution
Streamline your sandwich packaging operations with precise carton wed...

Linear conveyor for sandwich packing
Streamline your sandwich production with a high-speed linear conveyor system, designed...

High throughput tray conveyor system
Looking to streamline your tray sealing process? This modular conveyor system integrat...

High-speed tray sealer for food
Enhance your packaging line’s efficiency with a high-speed, in-line tray sealer design...

In-line tray sealer for high-speed packaging
Optimize your packaging line with a high-speed solution that accommodates mul...

Automatic inline tray sealer for food packaging
Streamline your packaging process with high-speed, reliable tray sealing t...

Tenderizer for poultry, meat, and seafood
Achieve consistent meat tenderness and improved marinade absorption with a high-...

Roller tenderizer for cooked ham production
Maximize product yield and enhance texture by enabling efficient tenderizing a...

Salad processing line for fresh cut vegetables
Efficiently transform raw produce into market-ready salad mixes with stream...
Electric bin tipper system for food processing
Achieve consistent product flow and minimize manual handling with this adva...
Weighing conveyor for consistent product flow in food processing
Ensure uniform product distribution and precise weight ...

Pump for products with large particulates
When handling products with large particulates, maintaining integrity is paramou...

Tender tendon remover for poultry processing
Eliminate manual strain from tendon removal in poultry processing, enhancing ...

Bird tumbler for water removal in poultry processing
Optimize your poultry processing line with advanced water removal te...

Chicken skinner for poultry processing
Enhance your production line with our high-speed skinner designed to streamline the ...

Gizzard defatting solution for turkey processing
Optimize your poultry processing with a high-speed solution that ensures ...

Gizzard repeeling station for chicken and turkey
Enhance worker safety and production efficiency by automating the peeling...

Counter-rotating primary pickers for turkey processing
Enhance your turkey processing line with high-speed, continuous de...

Turkey leg processor for mechanized poultry processing
Streamline your poultry processing by efficiently deboning and sep...

On-line leg quartering unit for poultry processing
Effortlessly enhance your poultry processing line by precisely and con...

Cone line for turkey front-half cut-up
Achieve precise and efficient turkey front-half cut-up with a versatile system desig...
Gentle can handling ejector for rotary cooker
Achieve seamless can transfer and sterilization with reduced damage during h...
Automated batch retort system for food sterilization
Optimize your sterilization process with seamless transportation fro...

Open flame grill marking system
Enhance your food products’ visual appeal with precision grill marking, ensuring consi...

Double head meat injector for poultry, meat and seafood
Enhance processing speed and precision with a dual-head system de...

Knocker conveyor for fresh produce processing
For processors dealing with mixed produce, this conveyor effectively separat...

Self-stacking belt for industrial freezers
Enhance your production line with advanced self-stacking belt technology, desig...
Crust freezer for delicate and sticky products
For processors handling delicate and sticky items, ensuring product stabili...

Automated meat portioning and trimming solution
Enhance your production line efficiency with a robotic system that automat...

Advanced slicer for poultry and meat products
Achieve precision and consistency in your food preparation with a slicing so...

Batter applicator for poultry, meat, and seafood
Achieve precise batter application with adjustable submerger controls, en...

Breading line for poultry and seafood products
Elevate your production with high-speed breading lines designed for uniform...
Preduster for fine-grain coating in food processing
Ensure your products receive a perfect, consistent fine-grain coating...

Batter applicator for meat and fish
Achieve consistent and uniform batter coverage on diverse food products, enhancing the ...

Rotary drum breader for irregular-shaped food coating
Enhance your food products with precise, customizable coating using...

Automatic netting and clipping system
Streamline your meat processing with a system that automatically nets and clips produ...

Automated hanging system for sausage production
Optimize your sausage production with a system that seamlessly hangs and p...

Variable-flow ejectors for heat recovery
Enhance your steam system efficiency by upgrading low-pressure steam to higher pre...

High corrosion-resistant vacuum systems for chemical industries
These high corrosion-resistant vacuum systems are design...

Automatic loading system for sliced cheese packaging
Streamline your packaging operations with precise loading and contin...

Containment valves for pharmaceutical powder transfer
Ensure safe transfer of highly potent pharmaceuticals with this mod...
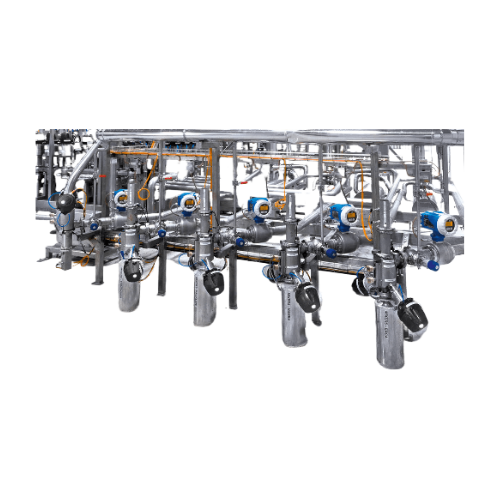
3a certified product recovery system for food and pharmaceuticals
Optimize your production line with a system designed ...

Self-priming centrifugal pump for Cip solutions
Optimize fluid handling and cleaning processes with versatile, self-primin...

Self-priming side channel pump for high gas content media
When handling media with high gas content, achieving efficient...

Centrifugal pumps for hygienic applications
Ensure precise liquid handling for high-stakes applications with this hygienic...

Industrial vibrating extractor for homogeneous product conveyance
Ensure consistent flow of dry bulk materials with a v...

Screw conveyor for raw material handling
Ensure seamless and continuous transport of raw materials with our customizable sc...

Big bag emptying station for bulk product handling
Streamline your bulk material handling with a station designed to effi...

Direct discharge descender for product handling
Efficiently transport granulated materials without compromising their inte...
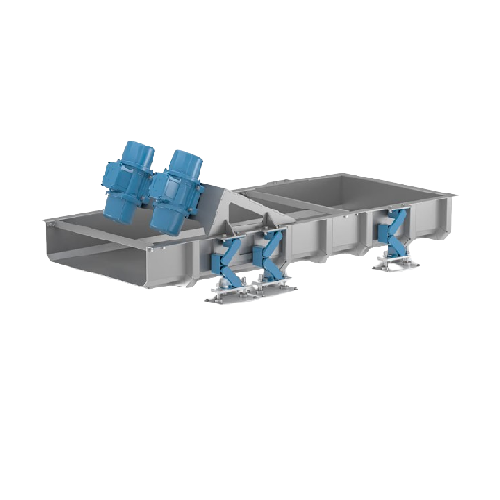
Industrial vibrating table for uniform product transport
Ensure consistent material flow and efficient transport with an ...

Big bag loading station for bulk product handling
Efficiently manage big bag handling with a system that combines hoistin...

Fibc emptying stations for powder processing
Streamline your bulk powder handling with single-operator FIBC emptying stati...

Belt conveyor for product transfer
Ensure seamless and high-capacity transfer of foodstuffs, pharmaceuticals, and more with...

Vibrating feeder for food and pharmaceutical industries
Optimize your production line with precision dosing and gentle ma...

Industrial cooling system for packaging temperature control
Achieve precise temperature control and maximize energy effi...

Tagliatelle cutting system for pasta production
Enhance your pasta production with efficient, high-speed cutting systems d...
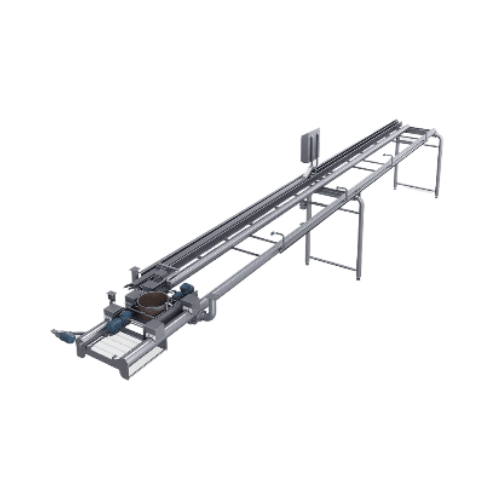
Dough distribution system for multiple mixing points
Ensure precise dough allocation across multiple production stages wi...

Industrial water cooker for pasta processing
Enhance your pasta production with precise water cooking, ensuring consistent...

Mini die-washer for pasta industry
Enhance the efficiency of your production line by ensuring thorough cleaning and debris ...
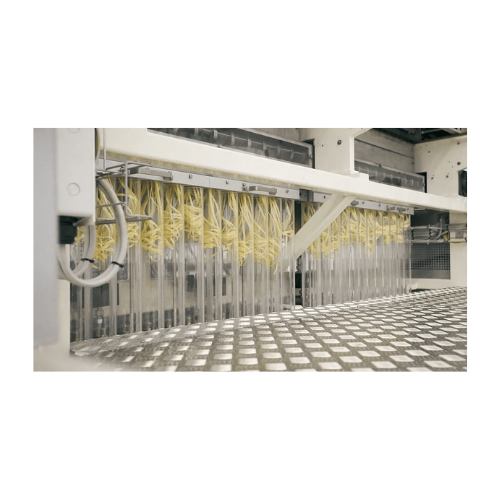
Nest-shaped short pasta production line
Optimize your pasta production with a streamlined process that enhances drying effi...

Stretching machines for dry and hard cheeses
Enhance your cheese production with a system that ensures precise stretching ...

Molding and pre-hardening unit for pizza cheese
Achieve precise molding and effective pre-hardening of pizza cheeses with ...
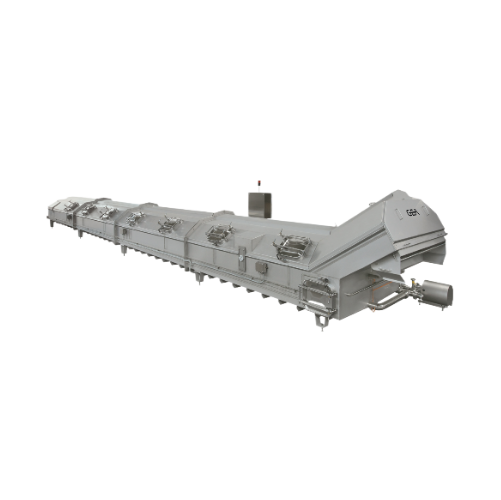
Brining vats for pasta filata cheese
Enhance your cheese production with modular brining vats, designed for precise salt ad...

Tempura coating system for food processing
Achieve consistent and efficient tempura coating with a versatile system that s...

Continuous granulation and drying system for pharma production
Achieve precise control over granule quality with a conti...
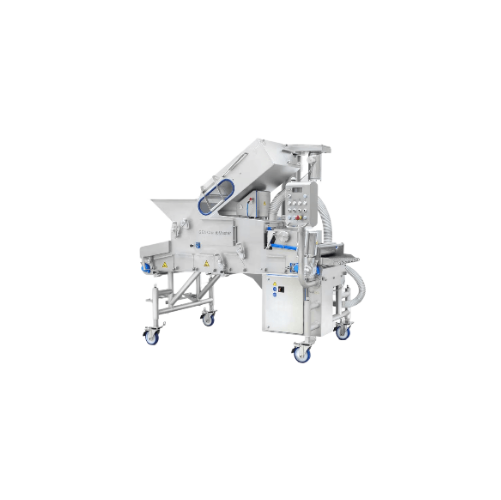
Crumb coating system for meat and poultry
Achieve uniform breading with minimal crumb loss and dust emission, enhancing pr...

Authentic homestyle bread solution
Achieve authentic homestyle breading on an industrial scale with a drum breader that ens...
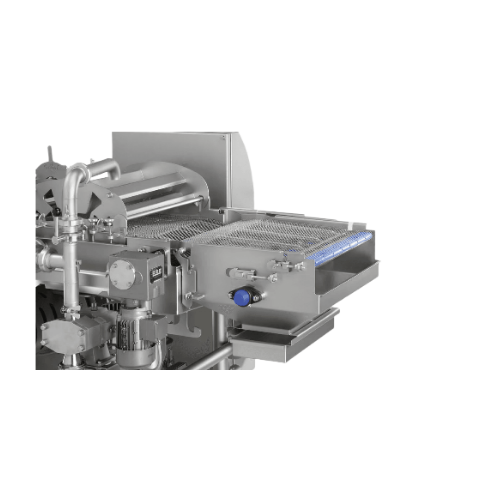
High-capacity batter applicator for poultry products
Achieve consistent batter coverage and high-quality results in your ...

Industrial batter applicator for food coating
Enhance your coating process efficiency and precision with a state-of-the-ar...

Lane converger and package rejector for thermoforming packaging systems
Streamline your packaging line with a system de...

Multiple feed lane converger system for thermoforming packaging
Efficiently manage high-speed packaging lines by seamles...
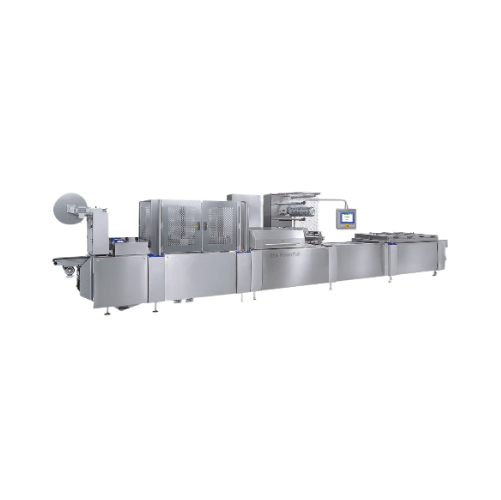
Thermoforming packaging for food products
Enhance your packaging operations with advanced thermoforming technology, perfec...

Bulk powder filler for food, dairy, and nutraceuticals
Optimize your bulk powder filling process with a system designed t...

Air conveyor for empty Pet bottles
Optimize your bottling line with an advanced air conveyor that reduces energy consumptio...
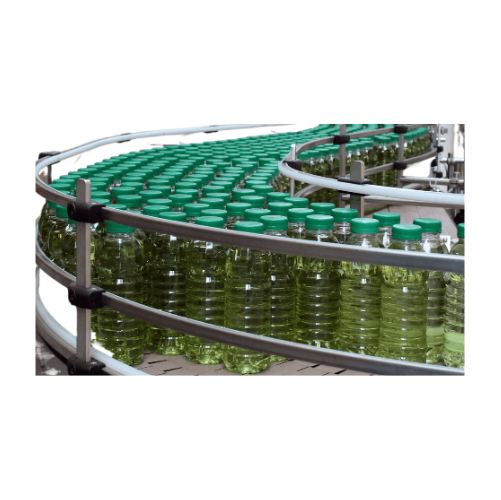
Loose package conveyor systems for packaging lines
Optimize your packaging line operations with advanced conveyor systems...

Pack conveyors for secondary packaging
Optimize your production line with intelligent pack conveyors, designed to seamlessl...

Inline automatic powder fillers for food and nutraceuticals
Ensure precise and efficient filling of sensitive powders in...
High level infeed palletizer system
Optimize your production line with a high-speed palletizing solution that seamlessly in...

Continuous heat sealer for fold-top bags
Streamline your packaging process with a reliable sealer designed for pre-glued fo...

Continuous leveler and sealer for powder packing
Enhance efficiency in powder packaging with a system that ensures precise...

Compact and laboratory gas scrubbers for chemical emission control
For efficient gas treatment and emission control in ...
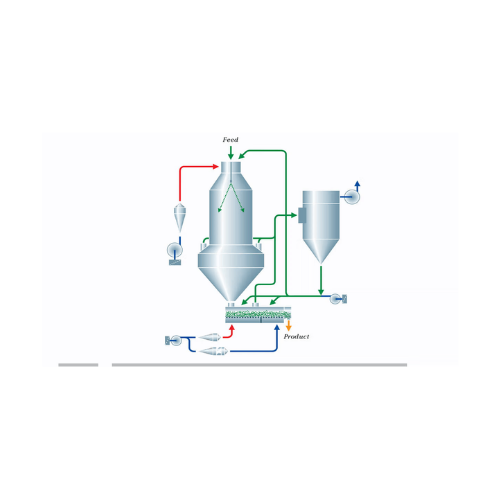
Spray drying solution for uniform powder production
Achieve seamless transformation of liquid feeds into uniform, free-fl...

Conventional spray drying for chemical industry
Achieve optimal particle size uniformity in food powders with precision at...
Flash dryer for industrial moisture removal
Optimize your production with rapid moisture removal, efficiently transforming...

Continuous cooling system for ball lollipops
Ensure perfect shape retention and quality of ball lollipops with this contin...

Continuous flat lollipop cooling system
Ensure your lollipops retain perfect shape and quality with this high-speed cooling...

Volumetric loading system for biscuits and crackers
Streamline your snack production with efficient volumetric loading, d...

Product distribution system for multiple stencil creamers
Facilitate seamless product flow distribution across multiple ...

Product distribution system for large capacity wrappers
Optimize your high-speed production lines by efficiently distribu...

Robotic pick and place system for cookies
Streamline your bakery production with a flexible robotic system that seamlessly...
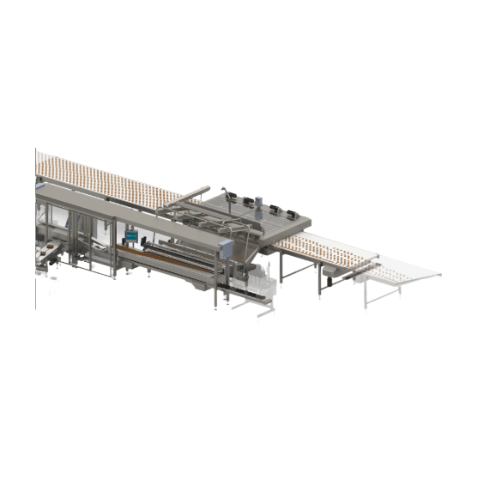
Biscuit slug loading system
Enhance your confectionery line with high-speed, precise slug loading that integrates seamlessly...

Product manipulation and stacking systems
Efficiently transition products from flat to stacked on a conveyor while minimiz...
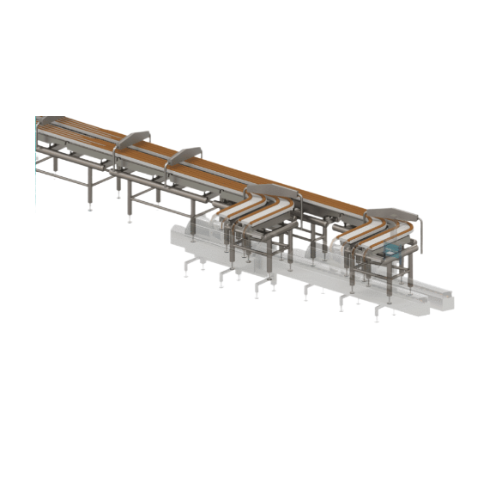
Vibratory buffer system for line efficiency
Enhance your production line by efficiently managing downstream stoppages and ...
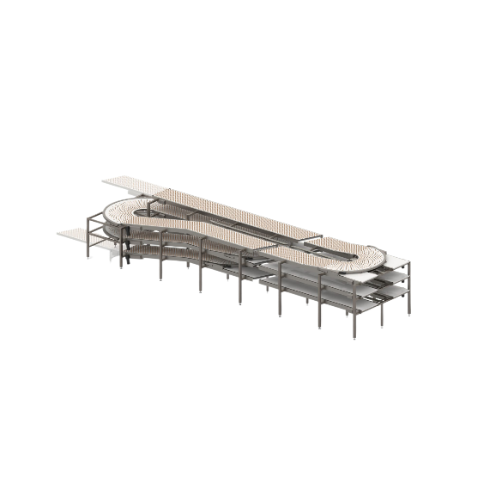
Fifo inflow buffer for efficient production lines
Optimize your production flow with a solution that seamlessly absorbs d...

Sandwich and biscuit depositing system
Achieve high-capacity sandwich and biscuit production while maintaining precision wi...
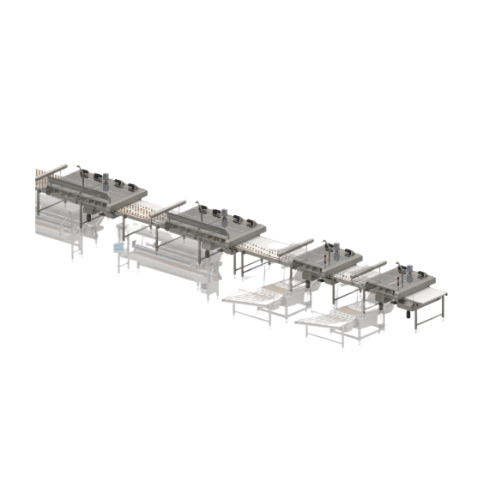
High-volume product distribution system
Efficiently manage high-volume snack and confectionery production flows with a syst...

Laned product distribution for high-capacity wrappers
Efficiently distribute high-capacity product flow across multiple w...

Industrial fruit washing and loading hopper system
Streamline your juice production by ensuring optimal fruit preparation...

Conveyor system for ambient product cooling
Ensure precise cooling of baked and confectionery products while maintaining l...

Industrial fruit elevator crusher
Maximize juice yield and streamline processing with efficient fruit crushing and elevatio...
Traditionally welded silos for constrained installation sites
Ideal for facilities with limited space, these traditional...

Plant refurbishment services for industrial operations
Optimize your existing plant’s performance and extend its li...

Plastic processing systems for high plant availability
Achieve unparalleled throughput and efficiency in your production ...

Industrial fine dust particle ventilation filter
Optimize your production line with a modular filtration system designed t...

Precise discharge and dosing module for silos and containers
Ensure seamless material flow and accurate dosing with adva...

Bulk materials discharge solution for silos and containers
Ensure reliable material flow with a robust discharge solutio...

Powder wetting and dispersion system
Revolutionize your production with a system that seamlessly inducts, wets, and dispers...

Donut glazing system for rapid production
Streamline your bakery operations with a compact system that thaws and glazes do...

Robotic tray handling for baking production lines
Enhance production efficiency by seamlessly integrating advanced roboti...
Industrial lye coating line for bakery products
Streamline your bakery operations with high-speed lye coating technology t...

Industrial lye dosing system with peelboard
Ensure consistent, high-quality lye coating for baked goods with a rapid, modu...

Industrial deep fryer for high-volume donuts
Streamline your high-volume pastry production with an advanced fryer system d...
Lye application system for pretzel production
Achieve precise lye application for pretzel pastries with high-speed capabil...

Tray cleaning system for double-edged and perforated trays
Ensure quick and hygienic cleaning of your baking and perfora...

Continuous open kettle fryer for donut production
Effortlessly produce high-quality donuts with precise temperature contr...

Industrial dough divider and rounder for rolls and buns
Achieve precise, high-speed dough dividing and rounding for consi...
Ryena bread production line for soft dough and ancient grains
Efficiently process soft dough and ancient grains into var...

Stick press for pretzel and biscuit production
Transform your snack production with a versatile solution that presses, fil...

Round- and long-moulder for bakery dough production
Achieve precise and consistent bread shaping with a compact solution ...

Long moulder for toast and tin breads
Achieve perfect dough consistency with precise sheeting and moulding, ensuring your b...

Long dough moulder for rustic bread
Optimize your bakery’s production line by effortlessly handling various dough typ...

Compact x-ray scanner for foreign body detection
Ensure product quality with a space-saving x-ray scanner designed for hig...

Compact checkweigher for letters and small packages
Effortlessly integrate precise weighing systems into your high-speed,...

Checkweigher with integrated metal detection system
Ensure the quality and safety of your packaged foods with precise wei...

Industrial vacuum cooling system for bakeries
Achieve rapid cooling of oven-hot baked goods with minimal moisture loss, en...

Sanitary dryers for textured vegetable proteins
Optimize drying and sanitation for textured vegetable proteins and pet foo...
Compact slicer for small batch production
Ideal for food producers seeking high-speed, precision slicing, this compact sol...

Circular blade slicer for caliber-consistent meat products
Achieve precise, high-speed slicing for diverse food products...

Automated cold cuts loading system
Optimize your production line with a flexible side loading solution designed for precise...

Automatic underlay system for food products
Efficiently placing paper or film underlays beneath food slices optimizes port...

End-of-line converging solution for food packaging
Streamline your food packaging line with compact converging robots tha...

Compact belt separator for food packaging lines
Streamline your packaging line by efficiently merging up to six packing la...

Compact wastewater pre-treatment plant
Optimize your wastewater treatment process with a compact solution that efficiently ...

Bulk solids discharging and loading solution
Optimize your bulk material handling with equipment that ensures efficient an...

Rotary drum screens for efficient wastewater treatment
Ensure optimal separation and de-watering of solids in wastewater ...

In-pipe screw screens for wastewater treatment
Achieve efficient solids-liquid separation in wastewater streams with robus...

Butterfly valves for dry powder and granule flow interception
Ensure precise control over material flow in your processi...

Shafted washer compactors for wastewater treatment
Effectively compact and dewater waste streams while reducing volume by...

Fit-frame butterfly valves for dry bulk solids
Achieve precise control and minimize contamination in your dry bulk materia...
Slide valves for flow interception in powder and granular materials
Effectively manage the flow of powdery and granular...

Biomass digester feeding system
Efficiently integrate biomass into your biogas production process with a system that seamles...

Bulk biomass digester feeding system
Optimize your biogas production with a versatile system designed for efficient biomass...

Filler dust screw feeders for asphalt plants
Optimize your asphalt production with precise filler dust handling, ensuring ...
Heavy-duty tubular screw conveyor for bulk solids
Optimize your production line with a durable solution for uninterrupted...
Stainless steel tubular screw conveyor for bulk solids handling
Ensure precise material handling with stainless steel tu...

Shaftless spiral conveyor for waste water treatment
Efficiently handle challenging materials like de-watered sludge and s...

Horizontal screw press separator for biogas plants
Enhance biogas production efficiency by effectively separating high-mo...

Pulp and paper screw press separator
Achieve high-efficiency solids-liquid separation in pulp and paper processing with a h...

Tapioca waste fibrous slurry separator
Effectively manage fibrous slurry and optimize your waste streams with a high-perfor...

Tapioca horizontal screw press separator for biogas plants
Achieve high-efficiency separation and compaction of diverse ...

Vertical screw separator for slurries
Efficiently separate solids from liquids in diverse slurry applications, ensuring opt...

Screw press separator for slurries
Optimizing your separation process, this vertical screw press efficiently handles a wide...

Screw press separator for cow bedding
Achieve high dry solids content with screw press technology, optimizing cow bedding p...

Screw press separator for biogas digestate treatment
Optimize your biogas plant’s efficiency with a robust solution...

Cow manure screw press separator
Enhance nutrient recovery and reduce waste management costs with our robust screw press sep...

Horizontal screw press separator for manure treatment
Enhance your separation processes with advanced screw press technol...

Horizontal screw press separator for pomace yield optimization
Enhance your production line by efficiently separating so...

Drop-through rotary valve for powder and granular material feeding
Achieve precise control in discharging and feeding p...

Cow bedding screw press separator
Efficiently transform cow manure into valuable green bedding with this advanced screw pr...

Travelling bridges for sludge removal in wastewater treatment
Achieve comprehensive sludge and scum removal in wastewate...

Travelling bridges for sludge removal in wastewater treatment plants
Efficiently removing sludge and scum is crucial in...

Automatic bag splitter for bulk solids handling
Streamline your production line with an efficient solution to split, empty...

Internally fed rotating drum screen for wastewater treatment
Streamline your wastewater management with this advanced fi...
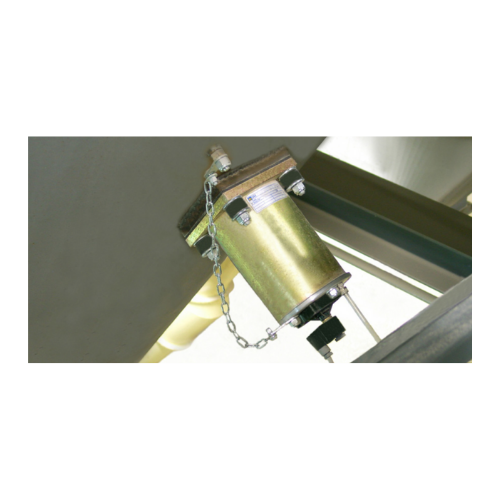
Pneumatic hammers for bulk solids discharging
Optimize your production efficiency and solve material flow challenges with ...

Industrial vibrator for high-frequency vibration
Achieve efficient material flow and compaction across various production ...

Rotary turbine vibrators for bulk solids discharging
Enhance the efficiency of material handling with high-speed, low-noi...

Wastewater screw pump for municipal treatment
Optimize your wastewater management with precision and reliability, handling...

Belt conveyor for automatic bag splitters
Optimize your material handling with a belt conveyor designed to seamlessly feed...

Rotary roller vibrators for material flow assistance
Enhance material flow efficiency in your production line with high-f...

Live bin bottom for difficult material discharge
Efficiently manage the discharge of challenging materials like biological...
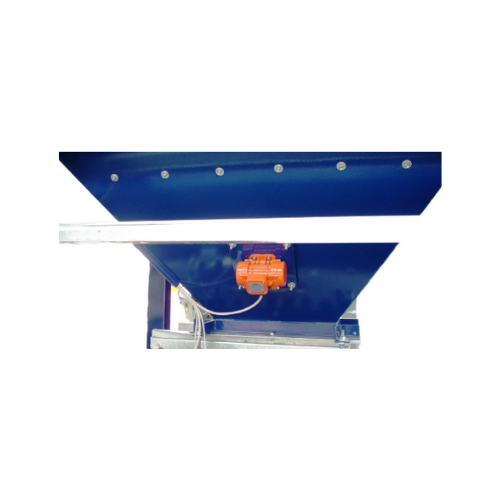
External electric motovibrators for industrial material flow
Experience enhanced material flow and precise material disc...

Explosion-proof external electric motovibrators for oil & gas industry
Ensure safety and efficiency in hazardous enviro...

Explosion-proof electric motovibrators for oil & gas industry
Ensure safe and efficient material flow with explosion-pro...

External electric motovibrators for hazardous materials
Ensure safety and efficiency in hazardous environments with relia...

Lump breaking feeder valve for bulk material processing
Tackle bulk material flow challenges with a feeder valve engineer...

Micro-batch feeders for powder and granular material
Struggling with clog-prone powders? Gain precise control and consist...
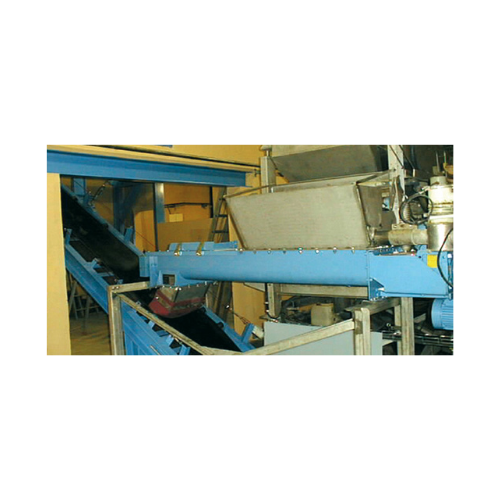
Continuous twin shaft paddle mixers for sludge conditioning
Optimize your sludge and waste treatment processes with a co...

Pneumatic linear vibrators for bulk material flow
Prevent bridging and rat-holing in your production process with silent,...

Cushioned pneumatic linear vibrators for bulk solids
Combat material bridging and rat-holing with silent vibratory techno...

Industrial grit classifier for wastewater treatment
Achieve efficient grit removal and sediment separation in wastewater ...

Bar screens for wastewater treatment
Efficiently remove coarse debris from wastewater streams with high-capacity sub-vertic...

Mechanical fine bar screens for wastewater treatment
Efficiently capture and remove solids from wastewater streams with s...
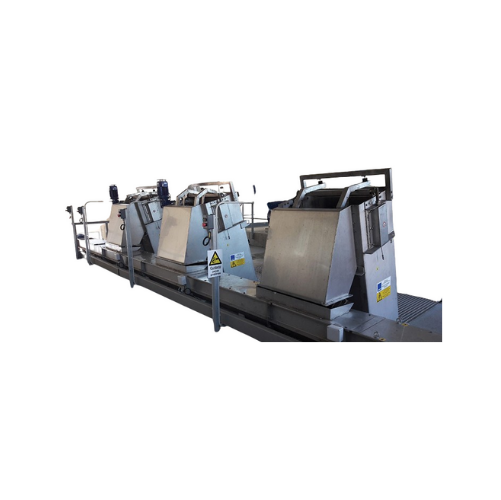
Sub-vertical mechanical bar screens for wastewater treatment
Optimize your wastewater treatment process by capturing coa...

Heavy-duty vertical conveyor for aggregates and minerals
Achieve efficient vertical transport of heavy, abrasive material...

Grit classifier for wastewater treatment
Optimize your wastewater treatment process with a grit classifier that efficiently...

Dust disposal and conditioning system
Optimize your dust management operations with a superior conditioning system designed...

Sand washer for waste water treatment
Efficiently separate sand from wastewater while simultaneously reducing organic conte...

Vibratory outlet hopper for bulk material discharge
Struggling with material bridging and inconsistent discharge? Enhance...

Trough screw conveyors for powdery and granular materials
Optimize your material handling process with a flexible screw ...

Screenings compactor for waste water treatment
Achieve efficient waste management by reducing the volume of screenings by ...

Vacuum conveyors for explosive and inert gas environments
Optimize the safe transfer of hybrid mixtures and fine powders...
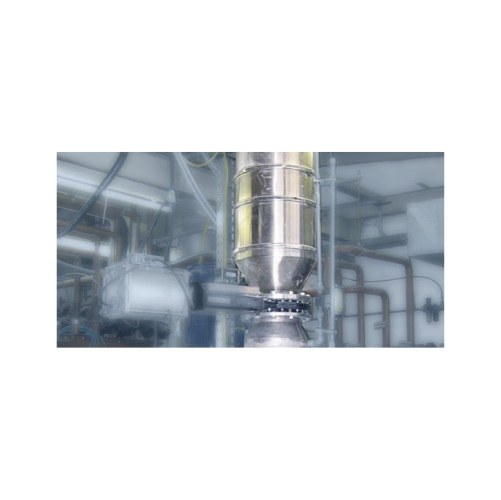
Powder locks for safe bulk material handling
Ensure containment and prevent contamination while processing sensitive bulk ...

Pharmaceutical vacuum conveyors for hygienic transport
Ensure contamination-free transport of sensitive pharmaceuticals a...

Vibratory feeder for dosing powders and bulks
Ensure precise feeding of powders and bulk materials with a system that inte...

Metal powder buffer storage for additive manufacturing
Streamline your additive manufacturing workflow with our advanced ...

Big-bag unloading station for bulk materials
Facilitate seamless integration into your production line with efficient bulk...

Ibc docking and discharge stations
Ensure seamless material transfer with dust-free docking and effective discharge, mainta...

Explosion-proof vacuum disperser for high-viscosity substances
Achieve precise dispersion and eliminate air inclusions w...
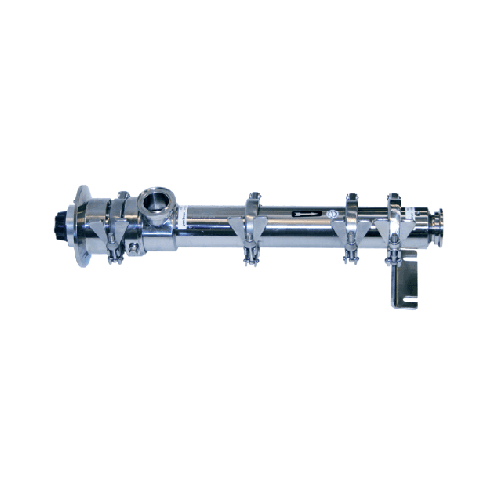
Dosing and filling pump for hygienic applications
Optimize your production line with this dosing and filling pump, design...

Emptying systems for high viscosity fluids and pastes
Efficiently empty high-viscosity fluids and pastes with precision, ...

Automated infeed and outfeed systems for packaging lines
Streamline your production line by integrating reliable infeed a...
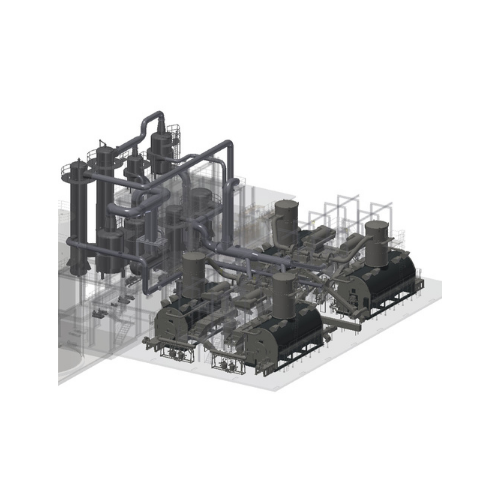
Drying systems for bioethanol production
Optimize your bioethanol production with advanced evaporation and drying equipment...
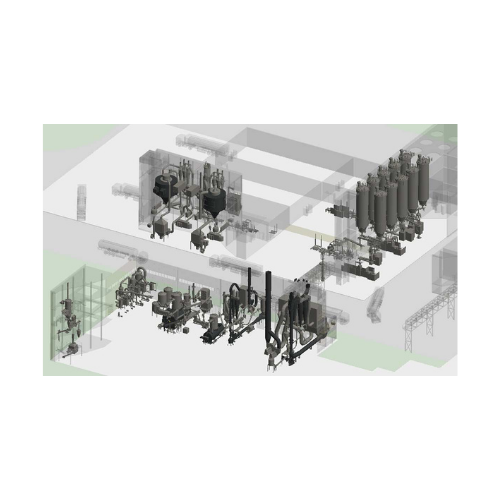
Corn wet milling plant drying systems
Optimize corn processing efficiency with integrated drying and dewatering systems des...
Wheat processing systems for industrial applications
Maximize efficiency in wheat processing with a system designed for p...

Industrial depanning solutions for baked goods
Streamline your bakery’s efficiency by integrating versatile depannin...
Industrial dough proofing systems
Optimize your bakery’s efficiency with customizable proofing systems designed to fi...

Baking form storage system
Optimize your production line with efficient and flexible baking form storage and buffering, ensu...

Automatic brine injector for craft and Smbs
Elevate your meat, fish, and poultry processing with precise brine injection t...

High-accuracy brine injector for meat processing
Enhance meat, fish, and poultry flavors while ensuring consistent quality...

Servo multi food portioner
Achieve precise portion control and high-speed depositing for diverse applications with this adva...

Food and bakery grade conveyors
Achieve consistent product movement and hygiene with our food-grade conveyors, designed to s...

Layered food production line
Effortlessly streamline your production of layered foods with versatile technology that pumps, ...

Sheetcake icing station for small bakery operations
Streamline your cake finishing process with a compact solution design...

Cake and pastry enrobing system
Enhance your bakery production line with seamless enrobing and icing capabilities, ensuring ...

Bakery and food grade conveyor systems
Optimize your bakery and food production with versatile conveyors designed for seaml...

Multi piston food depositor for sauces and dips
Efficiently fill and deposit sauces, dips, and more with precision across ...

Industrial food filler for precise depositing over conveyors
Optimize your food production line with a versatile filler ...

Industrial depositors for flowable food products
Enhance your production line’s efficiency with precision depositing...

Servo multi-piston depositor for bakeries
Achieve precision and consistency in baked goods production with this solution, ...

Bakery and food grade conveyors
Enhance your bakery and food production with conveyors designed to seamlessly transport and ...

Side seal shrink packaging machine
Achieve seamless and efficient packaging for varied product sizes with continuous side s...

Horizontal flow wrapper for bakery and chocolate
Achieve seamless integration in high-speed production lines with a horizo...

Automatic hamburger packaging solution
Streamline your hamburger production with a fully automated packaging system that en...
Vacuum packaging for industrial cuts of meat
Enhance production efficiency and packaging integrity with a system designed ...
Traysealing system for chicken cut-up packaging
Optimize your poultry packaging operation with this high-speed traysealing...

Automated feeding and packaging line for crackers
Optimize your cracker production with seamless integration of high-spee...

Biscuit packaging and boxing solution
Streamline your biscuit production line with a fully automated system that ensures pr...
Complete primary and multipack packaging solution for bars
Enhance your bar production efficiency by seamlessly integrat...

Automated packaging and case packing for snack bars
Optimize your snack bar production line with this high-speed solution...
Automated packaging and case packing for soft bread & buns
Ensure consistent and high-speed packaging for your bakery go...
Frozen hamburger packaging solution
Streamline your frozen burger production with a fully automated system that efficiently...

Screw conveyor for grain or finished products
Optimize your production line with a space-efficient screw conveyor designed...

Chain conveyor for horizontal transportation
Efficiently handle diverse materials with a reliable chain conveyor, designed...
Sustainable biscuit packaging line
Enhance your biscuit production with a fully automated packaging line that leverages sus...

Conveyor system for packaged product transportation
Efficiently streamline the movement of your packaged goods with a rob...

Tube screw conveyor for flour and fine-milled materials
Optimize your production line by efficiently transporting flour a...

Flour distribution system
Efficiently streamline the regulation and distribution of flours within your production line, ensu...

Flour screw conveyor for horizontal transport
Efficiently transport milled products horizontally with our innovative screw...

Pneumatic cyclone for effective product-air separation
Optimize particle separation with high-speed pneumatic cyclones, e...

Pneumatic diverting valve for powder and granule transfer
Efficiently redirect bulk materials from one point to another ...

Horizontal wheat transport conveyor
Efficiently transport grains horizontally without breakage while maintaining product in...

Rice separator for immature grains
Ensure precise grain sorting by separating immature and defective rice kernels effective...

Bucket elevator for grain and powder products
Efficiently transport bulk materials like grain and powder vertically with p...

Industrial impact detacher for semolina processing
Optimize your grain processing line with a solution designed to enhanc...
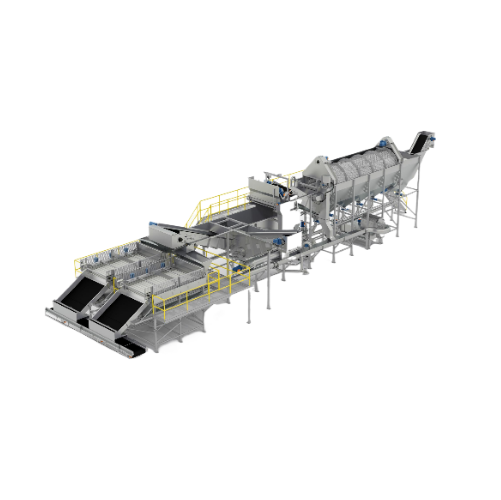
Industrial potato washing line
Optimize your potato processing with a versatile washing line that ensures thorough cleaning,...

Blower for vertical and horizontal grain transport
Efficiently transport grains, legumes, and flour both vertically and h...

Automatic case packer for pharmaceutical industry
Optimize your packaging process with a versatile case packer designed t...
Auto loading & unloading system for freeze dryers
Efficiently manage vial handling in freeze-drying processes with automa...

Flexible container handling systems for high-speed filling and sealing
Optimize your packaging line with this servo-dri...

Glass jar filling system for processed cheese
Streamline your production line with a robust, high-speed filling solution d...
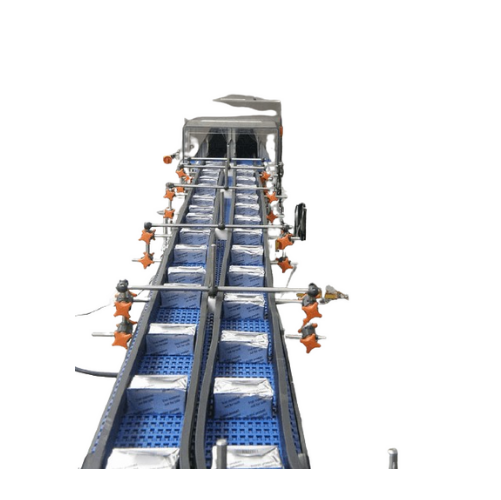
Industrial conveyor system for food and pharma applications
Optimize your production workflow with a versatile conveyor ...

Automatic pick & place system for product case loading
Achieve high-speed and gentle handling for diverse product types w...

Compact high-torque extruder for customizable extrusion tasks
Ensure precise control over your extrusion processes with ...

Continuous cooling roller for extrudates
Ensure rapid and efficient cooling of high-heat capacity extrudates with a compact...

Conveyors for food packaging metal detectors
Ensure seamless integration and safety in food processing lines with conveyor...
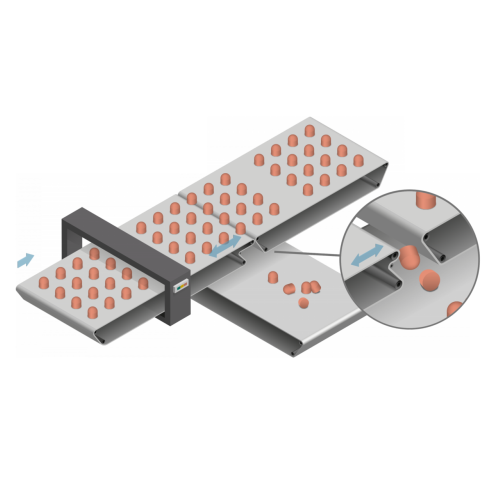
Metal detector for packaging lines
Ensure product purity and safety with precision metal detection, seamlessly eliminating ...
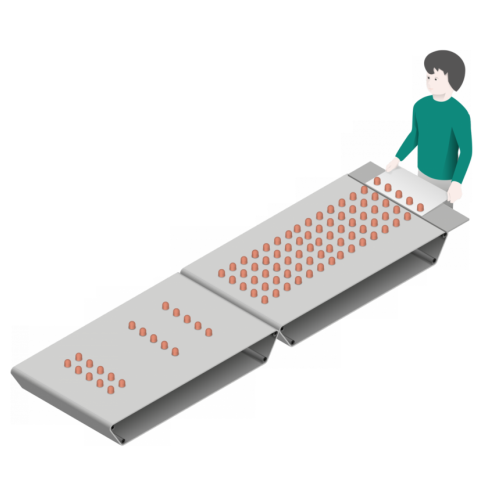
Overflow conveyor for efficient product handling
Streamline your production with overflow conveyors that manage excess pro...
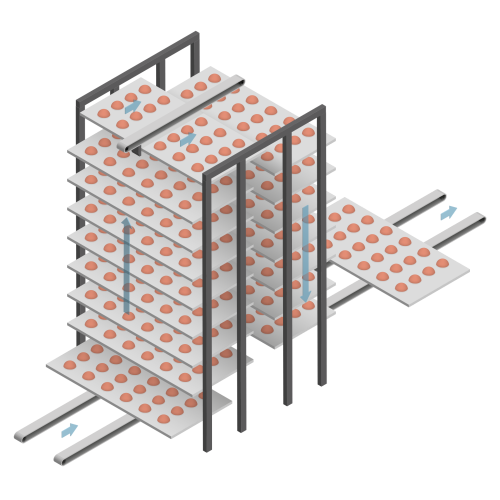
Plate and counter mould storage system for confectionery products
Streamline your confectionery production with an effi...
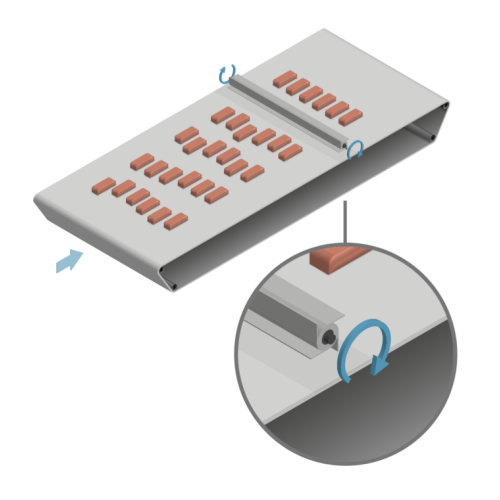
Row aligner for product packaging
Optimize your packaging line with precise alignment and high-speed product handling, ensu...
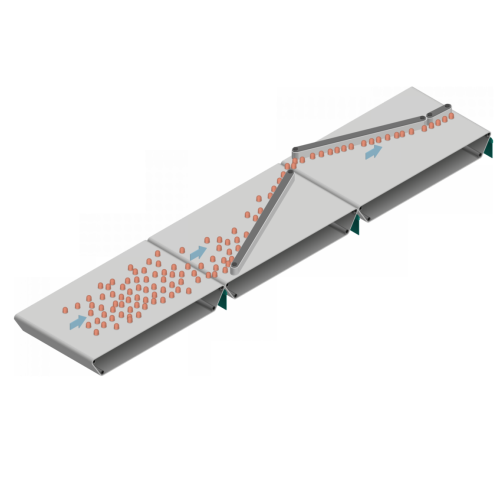
Separating and aligning conveyor for packaging systems
Efficiently manage the flow of diverse solid products like confect...
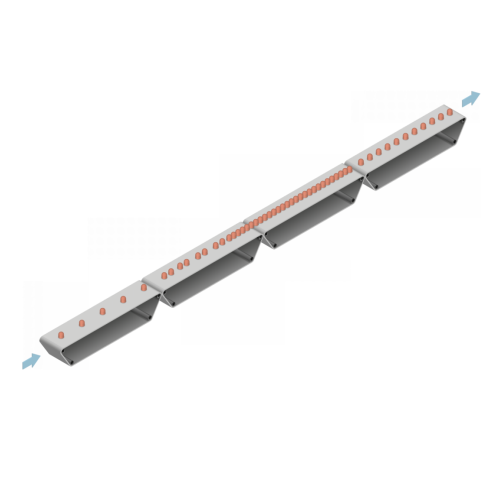
Accumulation conveyor for controlled feeding in packaging lines
Ensure seamless product flow and enhance efficiency in y...
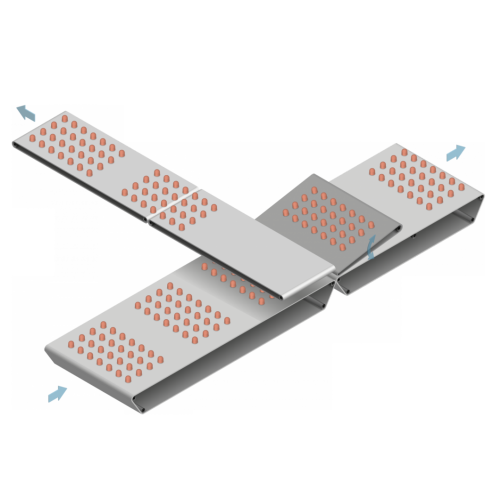
Cross transfer station for mould configuration products
Streamline the transfer of mould-configured products across your ...
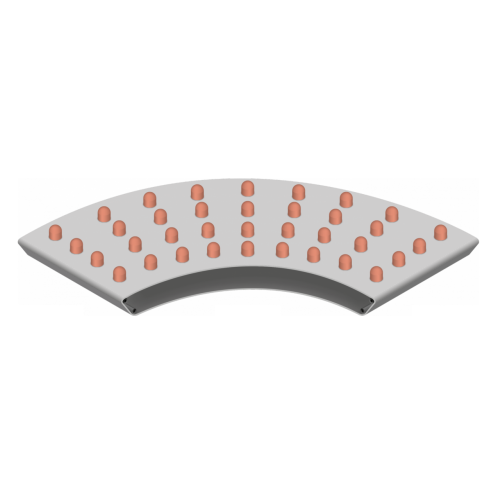
Curved conveyor for product transport
Streamline your product flow with a versatile curved conveyor, perfect for maintainin...
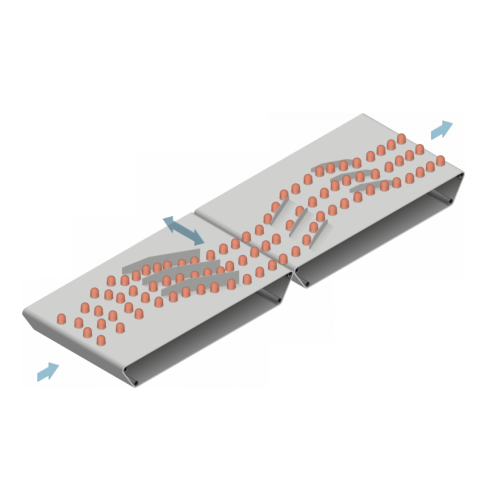
Lane arrangement for efficient product transfer
Optimize your production line’s efficiency with seamless integration...

High-speed forming and cutting for soft caramels and chewy sweets
Efficiently streamline your confectionery production ...

Vegetable preparation station for six employees
Streamline your vegetable processing workflow with a station designed to e...

Vibratory storage hopper with inclined screw conveyor
Enhance your production line efficiency with a vibratory storage ho...

Volumetric auger filler for powder packaging
Streamline your powder packaging process with precise and efficient volumetri...

Linear weigher for dry free flowing powder
Optimize your packaging line with precise weighing for free-flowing granular pr...

Checkweigher for food production compliance
Ensure compliance and accuracy in food packaging with this precision checkweig...

Bag tipping unit for Cip processes in powder handling
Ensure seamless powder handling and high hygiene standards in your ...

Lid unscrambler for unstackable lids in round containers
Streamline your packaging process with this lid unscrambler, eff...
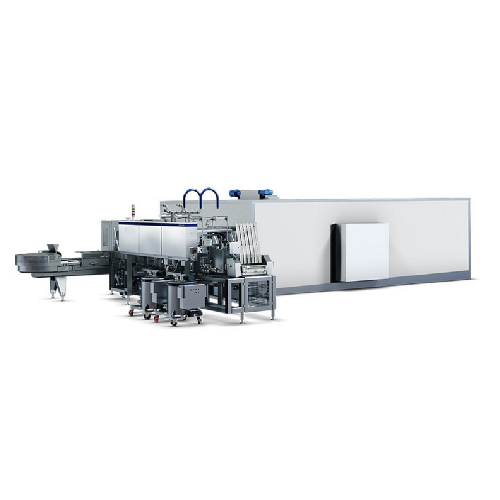
Ice cream cone production system
Streamline your ice cream production and enhance product quality with a continuous system t...

Dry salting system for mozzarella production
Optimize mozzarella consistency with precise dry salting—achieving perfect sa...
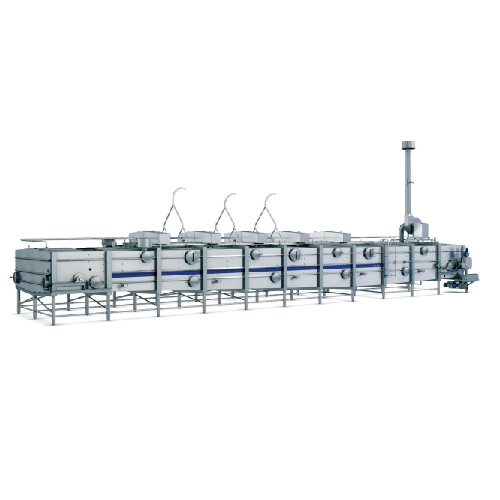
Salting mellowing conveyor for cheese curd
Achieve optimal salt distribution and retention in your cheese production with ...

Continuous spray dryer for permeate powder
Efficiently transform liquid whey and milk into high-quality, non-caking, and n...

Blueberry pre-grading system
Optimize your blueberry sorting by automating the removal of clusters and unwanted berries, enh...

Final syrup and beverage preparation system
Optimize your beverage production with a modular system designed for flexibili...
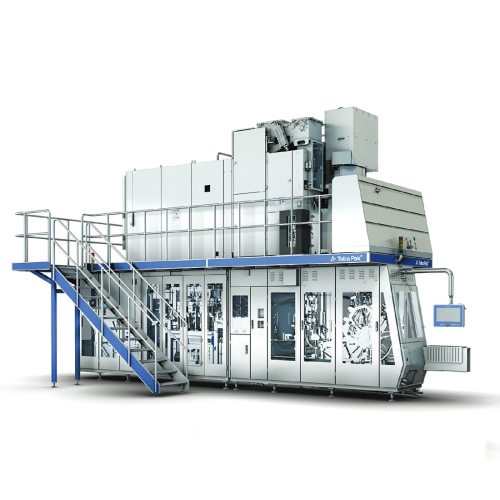
Versatile filling system for aseptic packaging
Achieve seamless integration in high-speed aseptic packaging with this flex...
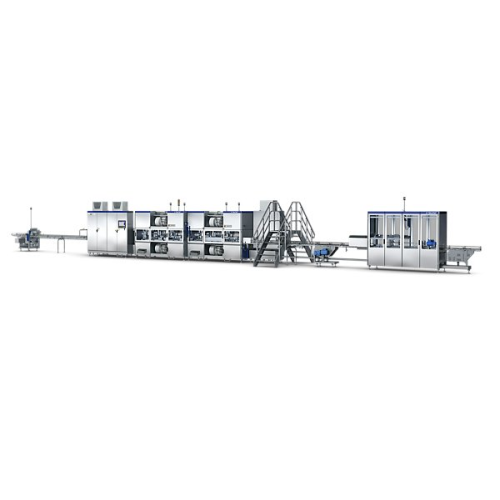
High-speed shrink wrapping system
Enhance your packaging efficiency with a high-speed shrink wrapping system that ensures s...
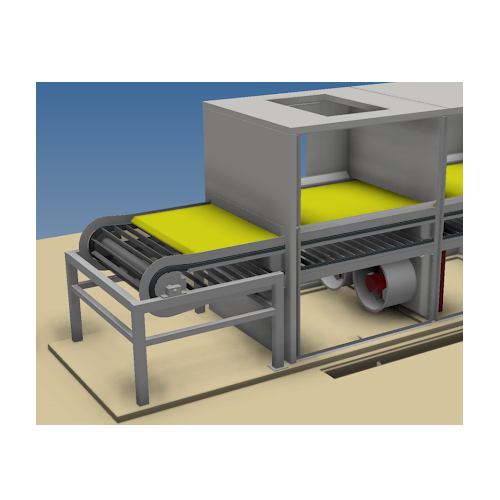
Belt dryer for large-scale continuous drying
Achieve precise moisture control and energy-efficient processing with this be...

Continuous fluid bed dryer for powder and granules
Enhance your production line with precise moisture control and energy ...

Mallow make up line equipment
Achieve diverse marshmallow designs with precision using advanced extrusion and coating techno...

Automated ingredient weighing and dosing system
Streamline your production process with precise and consistent ingredient ...

Robotic production line for gummies and nutraceuticals
Streamline your gummy and nutraceutical production with a versatil...

Potato and sweet potato cleaning and peeling system
Streamline your root vegetable processing with a robust system design...

Potato grading system for size classification
Efficiently streamline your produce sorting process with a multifunctional s...

Industrial peanut butter production line
Enhance your production line with this comprehensive peanut butter processing solu...

Peanut brittle forming and cutting system
Efficiently transform sticky ingredients into uniform treats with our cutting-ed...

Small pepper stalk removal system
Effortlessly streamline your pepper processing with a machine designed to remove stalks w...
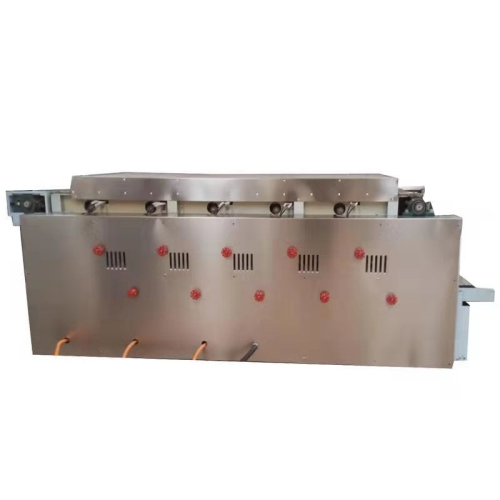
Automatic pita bread making solution
Efficiently produce high-quality pita, Arabic bread, and tortillas with a seamless sol...

Automatic noodle maker for diverse noodle shapes
Streamline your noodle production with a machine that crafts a variety of...

Onion root cutting and peeling solution
Enhance your vegetable processing capabilities with this machine, designed to effic...

Meat duck breast brine injector
Streamline your meat processing efficiency with this brine injector, ensuring optimal marina...

Jujube grading machine for round and oval fruits
Optimize your fruit and vegetable processing with precise size sorting, e...

Automatic egg washing machine for chicken and duck eggs
Ensure hygiene and extend shelf life with this advanced egg washi...

Fish deboner for efficient separation of fish meat and bone
Effortlessly streamline your seafood processing by effective...

Curry puff and samosa making machine for dumplings and empanadas
Streamline your production of filled dough products lik...

Industrial egg breaking and separating solution
Streamline your egg processing with precision egg breaking and liquid sepa...

Industrial biscuit baking tunnel oven
Achieve consistent, high-quality baked goods with our tunnel oven, designed for effic...
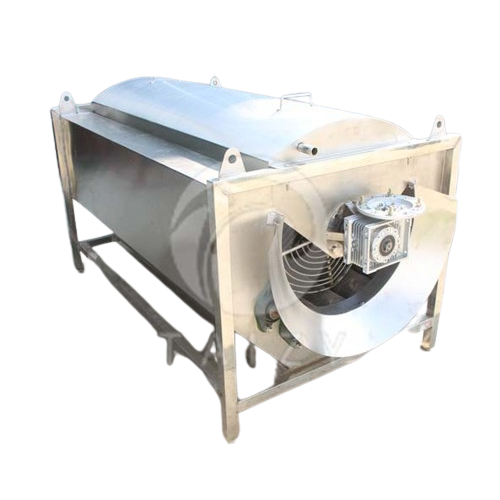
Cassava peeling system for efficient garri production
Streamline your tuber processing with high-speed peeling efficiency...

Chicken claw skin peeling production line
Efficiently process chicken claws by removing skin and nails without damage, ens...

Batter and crumb coating system for chicken nuggets
Ensure uniform, high-quality coatings for a variety of fried and coat...

Round motion separator for dry and wet screening
Optimize your production line with an efficient solution for precise scre...

Quickchange systems for vibratory separator screen changes
Streamline your production with a system that enables rapid s...

Dual-motion rectangular separator for pulp and paper industry
Optimize your production line with a versatile separation ...

Dough cup elevator for bakeries
Effortlessly transport and elevate dough pieces with precision to optimize your bread produc...

Industrial hammermill for fine grinding applications
Elevate your milling efficiency with hammermills designed for precis...

Mobile circulating dryer for agricultural products
Optimize your drying processes with a mobile circulating dryer, design...

Stationary grain dryer with exhaust air system
Optimize your drying process with a system designed to handle diverse mater...

Grain dryer with air circulation system
Enhance efficiency and product quality with our versatile grain dryer, designed to ...

Automatic belt chamber vacuum packing for meat and cheese
Achieve seamless integration into your packaging line with a m...
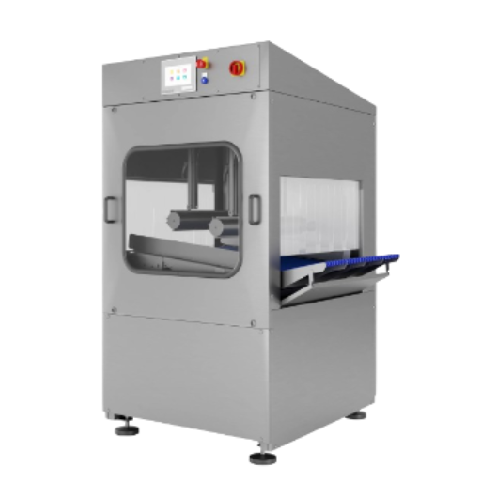
Stainless steel drying tunnel for packaging lines
Optimize your packaging line efficiency by ensuring products are thorou...

Hot water shrink tunnel for packaging
Enhance your packaging line efficiency by seamlessly integrating a hot water shrink t...

Material handling system for granules and powders
Optimize your production with seamless material handling specifically d...

High shear granulator for uniform wet granules
Achieve uniform and homogeneous wet granules with high-speed mixing and aut...

Solids retaining separator for liquid/liquid/solid separation
Achieve precise liquid-liquid-solid separation even with l...

Self-priming centrifugal pump for entrained air handling
Effortlessly manage entrained air and foam in fluid processing w...

Bigbag discharge station with dust-free docking system
Streamline your production line with an efficient solution for man...
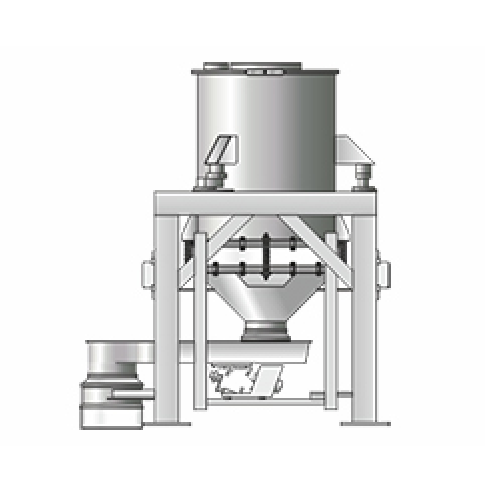
Loss-in-weight feeder for non-hygroscopic ingredients
Ensure precision in your dosing and weighing processes with this ad...

Vibrating tray loss-in-weight feeder for grained ingredients
Achieve precise and continuous dosing of free-flowing solid...
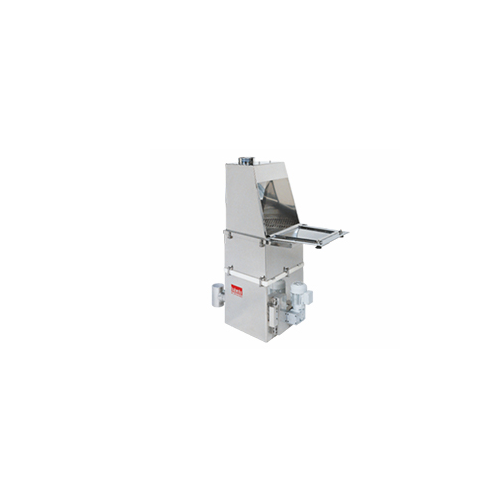
Bigbag discharge station
Efficiently manage bulk material unloading with this solution, which facilitates seamless dischargin...

Electrostatic drum flavoring system for food processing
Enhance your snack production efficiency with a system designed t...

Rtu debagging system for pharmaceutical sterile environments
Designed to streamline your fill-finish process, this syste...

Vial tray loader for pharmaceutical processing
Streamline your vial handling process with a high-speed, flexible tray load...

Depyrogenation tunnel for pharmaceutical vials
Achieve reliable sterility with fully automated depyrogenation tunnels, ens...

Potato weighing solution for high-precision processing
Achieve precise portioning for packaged vegetables and potatoes wi...
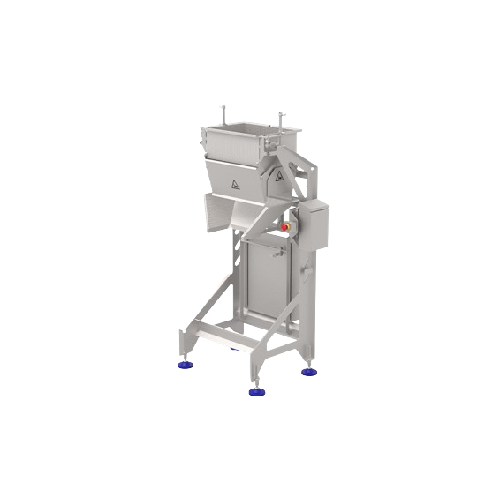
Weighing and crate filling station for cut vegetables
Optimize your vegetable processing workflow by accurately weighing ...

Industrial weighing conveyor for continuous and batch weighing
Optimize your fresh produce workflow with precision weigh...

Preparation table for leafy vegetables
Streamline your vegetable processing with a two-belt preparation table designed for ...

Small diameter vegetable peeler
Streamline your small vegetable processing with high-speed peeling, cleaning, and polishing ...

Spiral washer for cut vegetables
Optimize washing efficiency for cut and leafy vegetables, both floating and sinking, with a...

Continuous knife peeler for root vegetables
Achieve high peeling yields and consistent quality with a versatile knife peel...

Knife peeler for long root vegetables
Optimize your root vegetable processing with a high-speed knife peeler that ensures p...
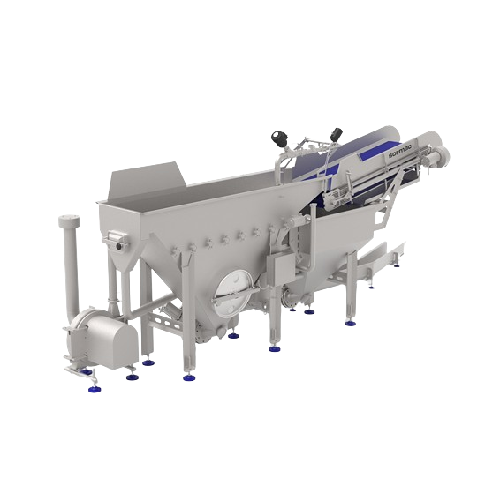
Leafy vegetable desander
Efficiently cleanse leafy vegetables by submerging and loosening sand, stones, and granules, ensurin...

Industrial onion peeler for efficient onion processing
Achieve high-yield onion processing and perfect peeling quality wi...
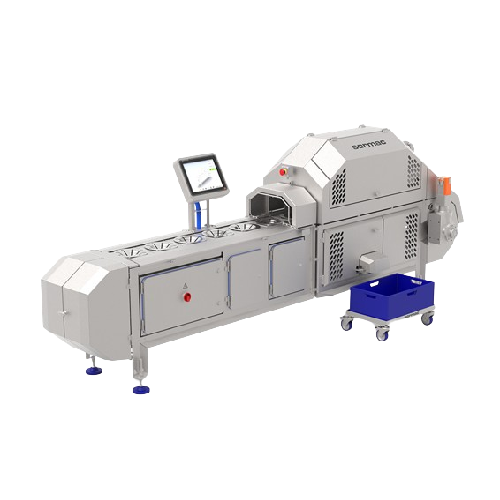
Iceberg lettuce decoring and cutting system
Optimize your salad production with precise decoring and cutting, ensuring max...

Peeling machine for root vegetables
Achieve optimal peeling precision for root vegetables while minimizing waste with versa...

Potato halving and quartering solution
Enhance efficiency in potato processing with a machine engineered to precisely halve...

Potato halving system
Ensure precise halving of potatoes and root vegetables at high speed with seamless integration into you...

Cea harvester for greenhouse-grown leafy greens
Optimize your greenhouse or vertical farm’s harvesting process with ...

Centrifuge for drying leafy vegetables
Efficiently dry delicate leafy vegetables without product damage, ensuring optimal m...

Centrifuge for drying delicate salad leaves and vegetables
Achieve precise moisture control for fresh salad leaves and d...

Drying conveyor for hard vegetables
Ensure optimal drying of hard vegetables with a seamless integration of air blowing sta...

Fruit washer for efficient cleaning and sanitizing
Effectively clean and sanitize a range of buoyant and non-buoyant frui...

Hydrocooler for cooling baby carrots and potatoes
Ensure optimal temperature control and product quality by utilizing a h...

Automatic basket carousel for vegetable washers
Streamline your vegetable processing with a solution that efficiently fill...
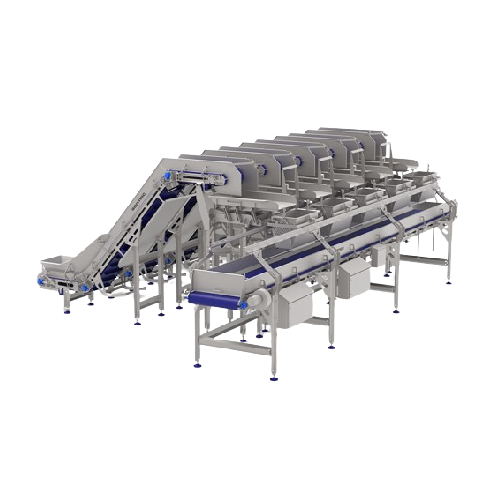
Automatic recipe conveyor for leafy vegetables
Streamline your vegetable processing with precise weighing and batching, en...

Ultrasonic food cutter for sticky and fragile foods
Achieve seamless cuts in sticky and fragile foods with ultrasonic pre...

Sprinkling system for decorating confectionery products
Enhance your confectionery line with precision sprinkling systems...

Praline and bar product take-off system
Streamline your confectionery production with a versatile take-off system designed ...

Chocolate shell molding system
Optimize your confectionery production with precision shell formation, enabling diverse and i...
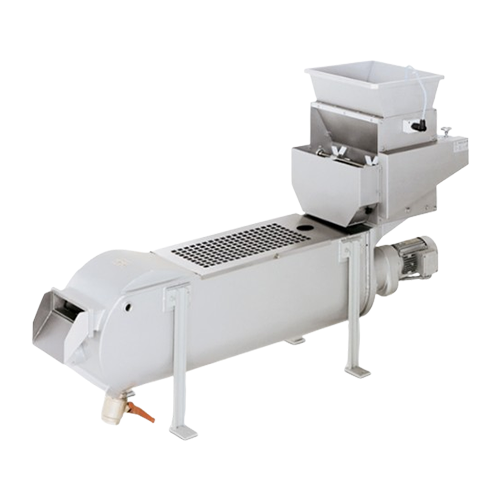
Continuous mixer for confectionery and bakery ingredients
Maximize production efficiency by seamlessly integrating mixin...

Retractable mass carriage enrober for chocolate coating
Improve production flexibility with a versatile enrober that allo...

Cooling tunnel for center cooling in confectionery production
Efficiently manage center cooling in confectionery product...

Film shrink wrappers with 90° infeed
Easily adapt to compact spaces while efficiently wrapping various container shapes, fr...
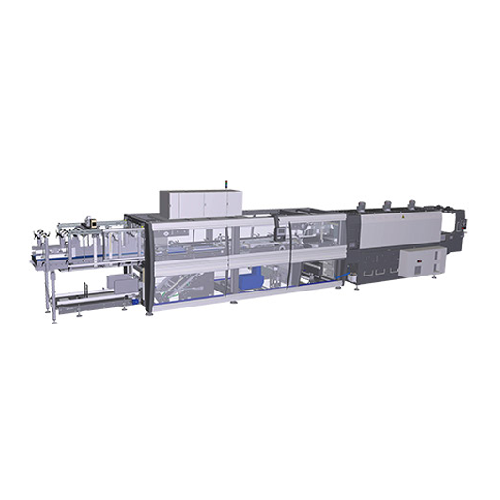
Film shrink wrapper with in-line infeed
Streamline your packaging line with advanced shrink wrapping technology designed to...
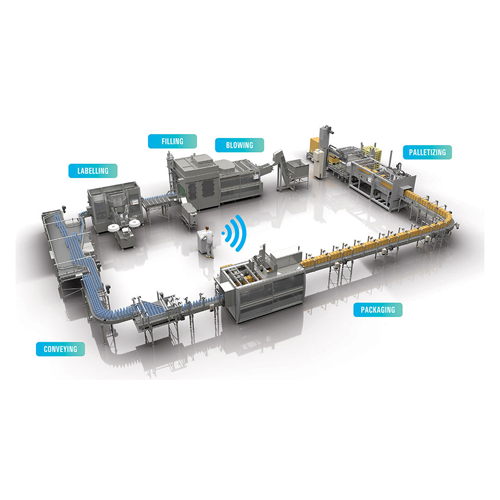
Complete bottling lines for beverages
Achieve seamless integration and high-speed efficiency in your liquid product packagi...

Customized conveyors for seaweed harvesting
Streamline your seaweed processing operations with versatile conveyor solution...

Cryogenic pre-treatment system for grapes
Prevent premature fermentation and enhance extraction in wine production with a ...

Industrial grape destemmer and crusher
Optimize your wine production with precise destemming and crushing, ensuring top qua...
Pharmaceutical ampoule labelling system
Achieve precise and efficient labelling of ampoules with a high-speed system design...

Automatic capping solution for pharmaceutical vials
Cap your liquid formulations with precision and efficiency using this...

Ampoule washing, filling, and sealing line
Streamline your ampoule production with an integrated washing, filling, and sea...

Automated production line for ground meat products
Enhance your meat processing efficiency by seamlessly integrating grin...
Continuous pan cleaner for bakery pans
Efficiently clean and prepare baking pans with precision by leveraging continuous, h...
Bread moulders for bakery production
Efficiently shape various bread types like baguettes and ciabatta, ensuring consistent...

Dough chunkers for bakery production
Optimize dough processing by efficiently feeding and dividing dough portions, ensuring...

Dough kibbler for bakery production
Effortlessly transform large batches of dense dough into uniform, manageable pieces wit...

Conveyor belt metal detection system
Ensure seamless product safety with a system that detects and separates metallic conta...

Sorting conveyor systems for recyclables
Efficiently sort and reclaim diverse materials from mixed waste streams with high-...

X-ray inspection system for unpackaged bulk products
Ensure product purity and safety in high-speed production lines with...

Vertical tunnel for cooling and moulding chocolate
Efficiently manage chocolate temperature control and molding precision...

Automatic chocolate mold aligner and conveyor
Efficiently align and rotate chocolate molds to streamline your production l...

Wall chocolate fountain for continuous chocolate flow
Create a mesmerizing ambiance with a seamless chocolate waterfall, ...
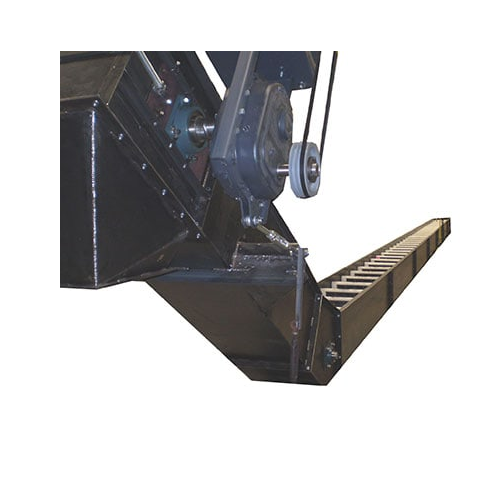
Grain unloading conveyor for ground level use
Efficiently unload bulk materials at ground level while minimizing dust and ...

Surge hoppers for efficient batch mixing
Streamline your production with surge hoppers engineered to reduce batch cycle tim...

Twin shaft horizontal batch mixers for homogenous material mixing
Achieve consistent and rapid mixing of diverse materi...
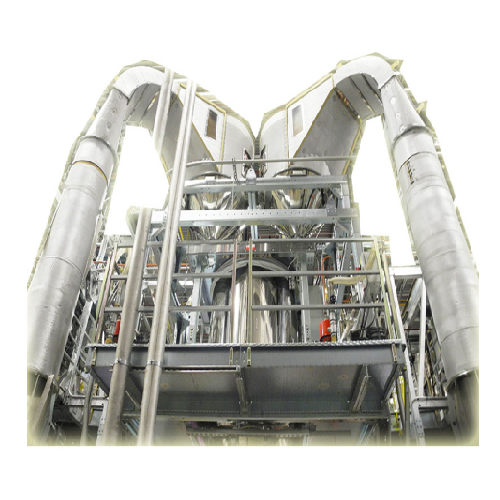
Destoner for roasted coffee beans
Ensure your coffee blends are free from impurities and stones with a high-precision desto...

Rotating sieve for roasted coffee
Optimize your coffee production with a rotating sieve specifically designed to handle del...

Compression pneumatic line for green coffee handling
Streamline your coffee production with a compression pneumatic line ...

Degassing system for ground coffee
Optimize your coffee production with a robust degassing solution designed to preserve fl...

Pelletizer for chaff
Transform chaff and agricultural byproducts into valuable energy pellets with precision and efficiency, ...
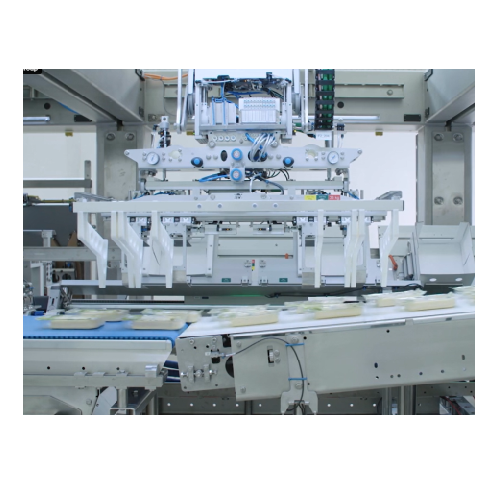
Case packer for diverse packaging needs
Optimize your production line with this modular case packer, designed to handle div...

Compact carton blank feeding system
Maximize your production efficiency with a solution designed to streamline carton blank...

Industrial grinding mill replacement parts service
Optimize production efficiency with high-precision grinding solutions ...

Loss-in-weight feeder for bulk solids
Ensure precise and reliable dosing of bulk solids with a compact feeder that eliminat...

High accuracy weighfeeder for maximum feed rates
Achieve precise feed control with a high-accuracy weighfeeder that optimi...
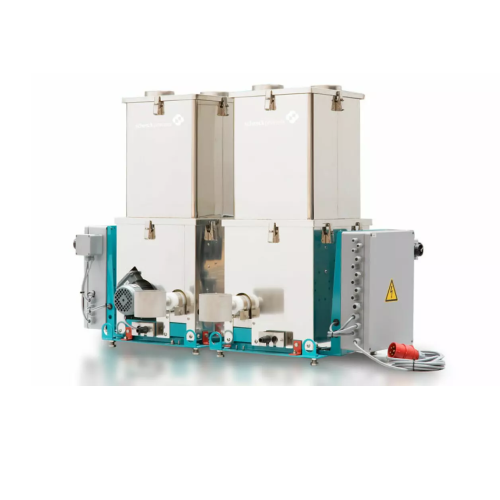
Loss-in-weight feeder for plastic compounding
Achieve precise material flow and improved production efficiency with an ada...

Continuous and batch feeding system for bulk materials
Achieve precise bulk material feeding with seamless integration in...

U-belt conveyor for bulk material transport
Optimize your high-speed bulk material transport with this space-saving convey...

Static sand filling system for train and tram sand boxes
Ensure optimal train and tram braking performance with efficient...

Optimal maintenance solution for industrial weighfeeders
Streamline your processing operations with a solution that minim...

Loss-in-weight feeder for poor flowing bulk solids
Efficiently handle poorly flowing bulk solids with unparalleled precis...

Batch mixers for raw material preparation in extrusion processes
Optimize your extrusion process with precise raw materi...

Bulk reception solution for industrial material handling
Optimize your operations with an above-ground bulk reception sys...

Bulk material handling with chain conveyor
Optimize your material transport with a solution designed for reliability in de...

Tube belt conveyor for long-distance material handling
Ensure seamless and protective transport of bulk materials across ...

Tray packer for forming, loading, and sealing
Optimize your production line with a versatile tray packer designed to seaml...

Filling and sealing multi-well cassettes for molecular diagnostics
Streamline your small to medium-scale diagnostic pro...

Standardized modular tray former for secondary packaging
Optimize your packaging line efficiency with this modular tray f...
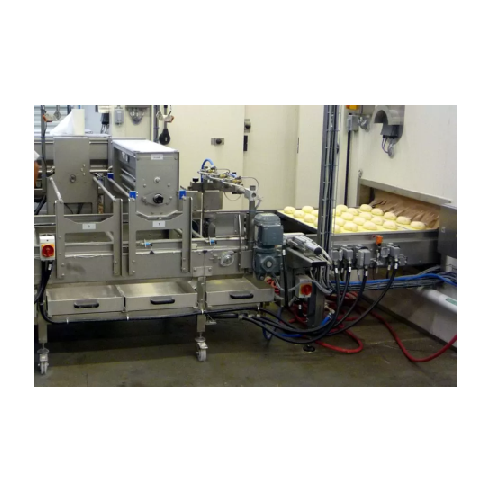
Bread topping system for consistent seed and flour application
Achieve precise topping consistency with our system, desi...

High pressure plunger pump for edible fats processing
Ensure consistent, high-quality edible fat products with precision ...

High-speed sausage production system with synchronized hanging
Enhance your high-speed sausage production with precision...

Continuous spray dryer for thermosensitive products
Ideal for processing thermosensitive slurries, this spray dryer ensur...

Innovative sausage production with vegetable coating
Optimize sausage production with a vegetable-based alginate coating,...

Forming system for meatballs
Achieve precise portioning and consistent shapes for various food balls and dumplings, enhancin...

Single-use containment valves
From GMP and HSE perspective material transfer is critical for chemical and pharmaceutical for...

Seaming machine for infant formula cans
Packaging of food products, but especially those for babies, like infant formula, i...

Line for sponge cakes production
Bringing together a wide range of process machinery to develop a production line for sponge...

Production plant for biodiesel
As a biofuel producer, making biodiesel from several types of treated vegetable oils or anima...

Lifter and De-duster for Tablets
The use of several different tools for lifting, de-dusting, and polishing in the pharmaceut...

Cocoa and chocolate pumps
When you need a pump for cocoa liquor or to fill a cocoa butter press, you need a pump that is esp...

High containment sampler
Drawing a sample for evaluation from a running process is not a simple task, especially when dealing...

Manual bag discharger for bakery industry
Many minor and intermediate ingredients for bakery products are delivered in bag...
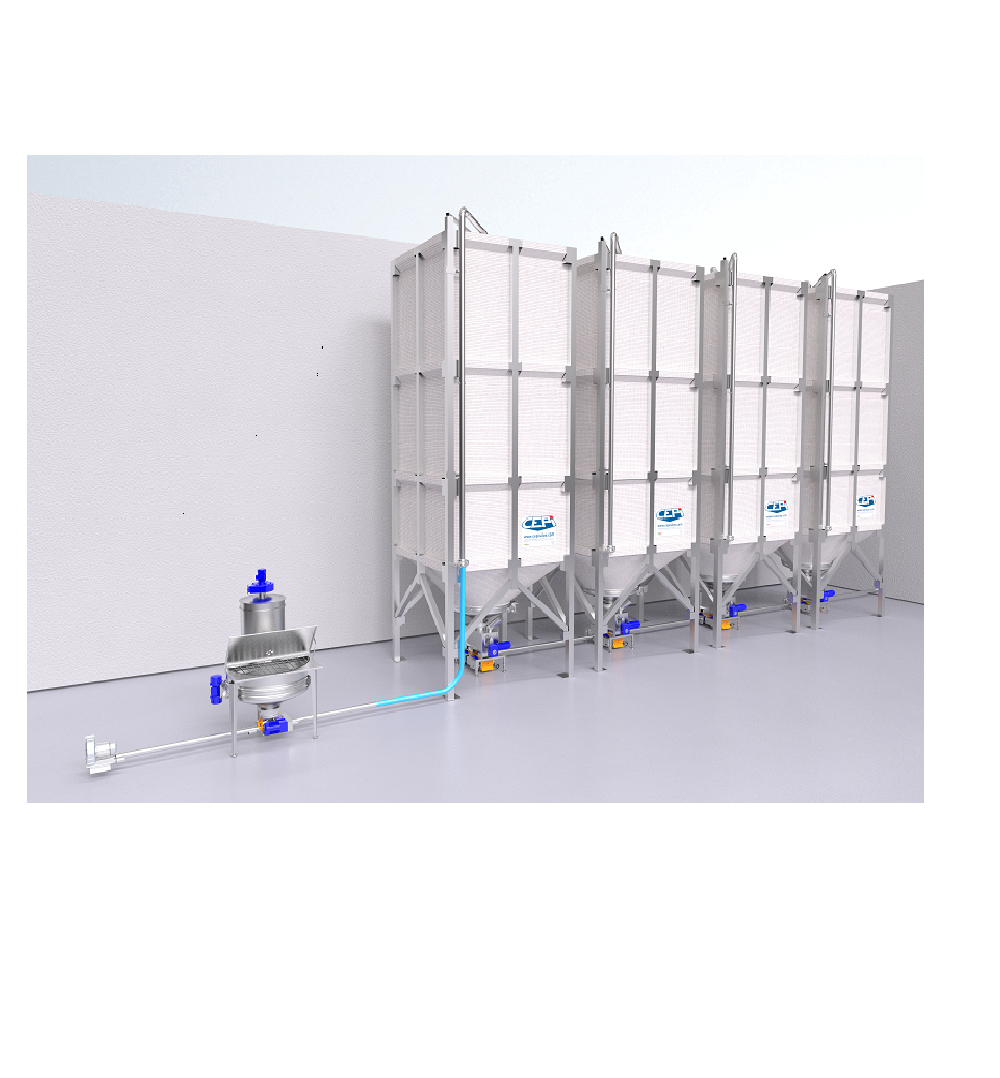
ATEX Indoor silo for sugar and flour
Storing granulated or powdered materials such as sugar and flour prior to processing r...
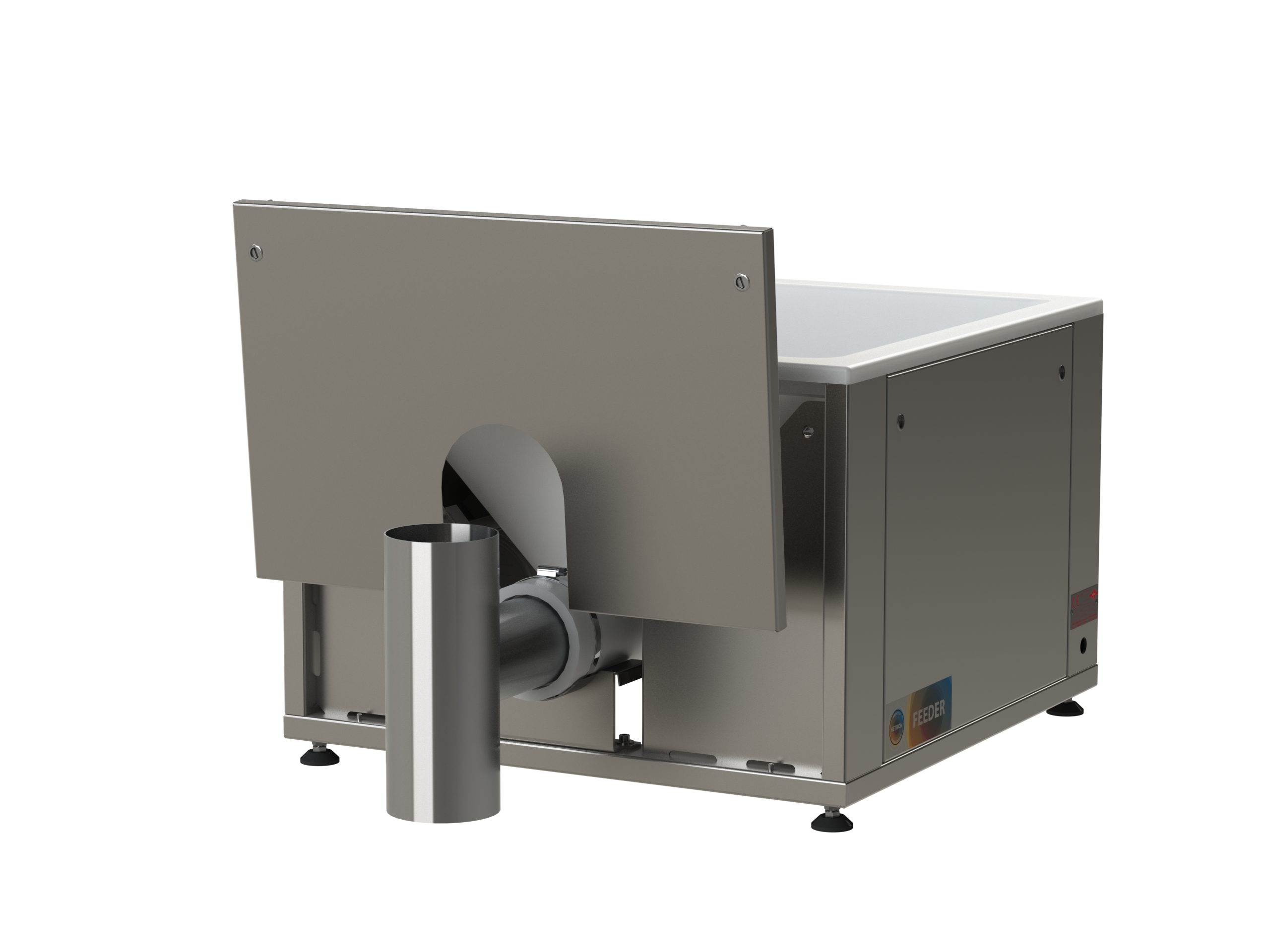
Feeder with flexible wall hopper
The varying properties of dry powder products mean that specialized feeders are required fo...

Small feeder with flexible wall hopper
In many laboratory applications and production processes, smaller quantities of powd...

Production machine for deposited candies and jellies
For smaller production volumes, fully automated depositors for produ...

Laboratory confectionery depositors
When designing new confectionery products, the ability to experiment on lab-scale equip...

Tube unloader and feeder
The pharmaceutical and cosmetic industries utilise high speed tube fillers on large-scale production...

Tube feeding unit for high volume and high speed tube filler
High performance tube-filling machines are used for large s...

Loading cassette for a tube filler
High performance tube-filling machines are used in the pharmaceutical and cosmetic indus...

Tube feeder for a small scale production tube filler
Low speed tube-filling machines are used for small scale production ...
Transfer system for high-containment environments
A high-performance transfer port system that combines ultimate safety, ...

Conveyors for causticizing and lime kilns
Modern lime processing occurs on an extremely large scale and process interrupti...

Premium vacuum conveyor
When you have a need to tailor make your conveyor and still have the high requirement on hygiene, e.g...

Light duty rotary dust valve
In some light industrial applications there is limited pressure differential for valve operation.
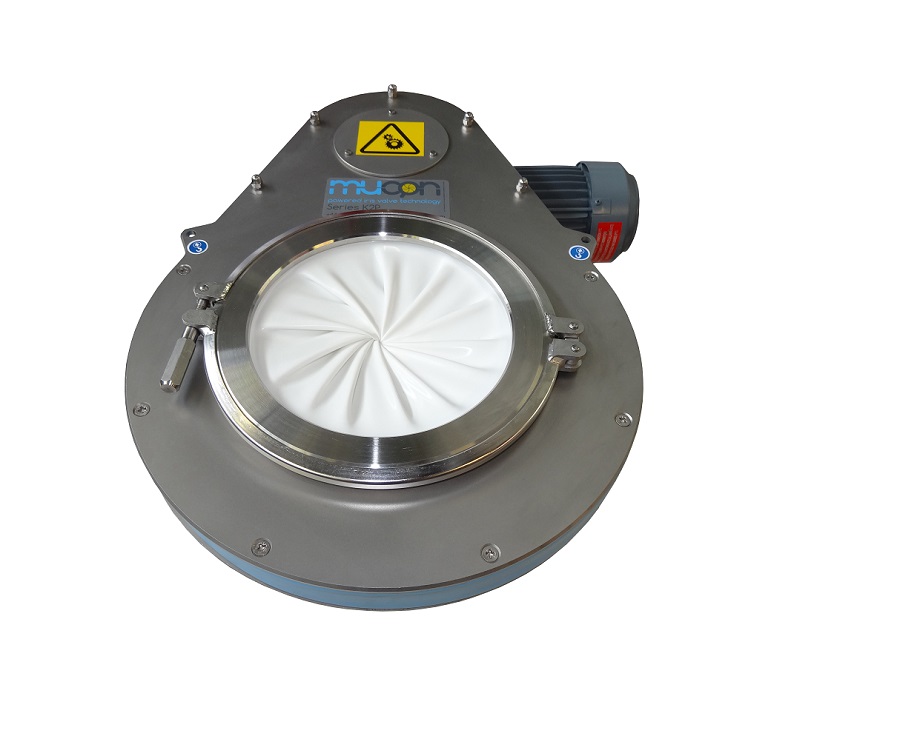
Hygienic automatic iris valve
In automated systems where controlled discharge of powders and bulk solids is required with a ...
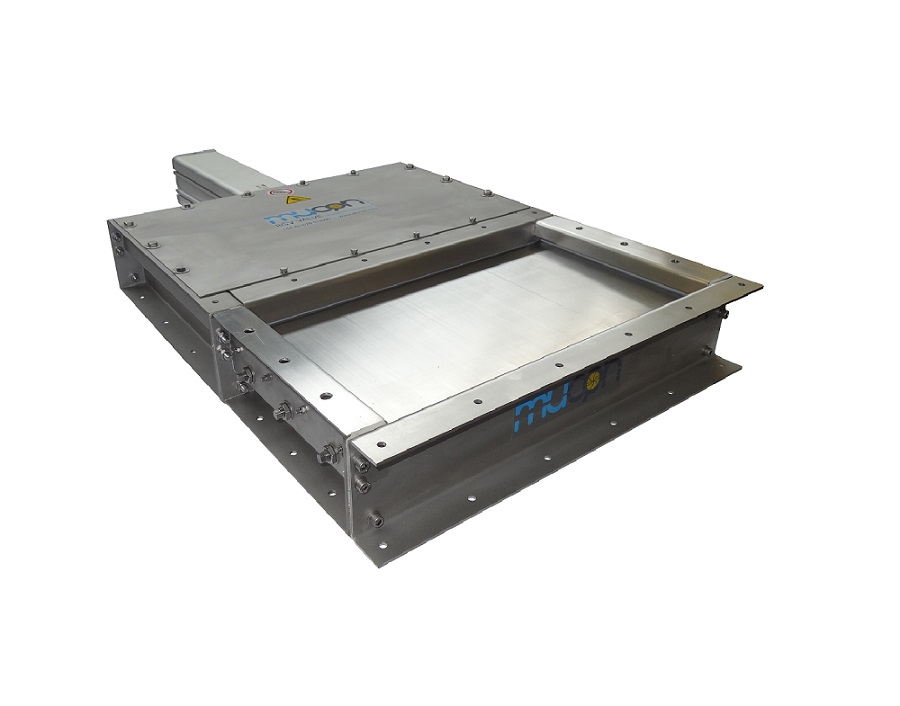
Roller gate valve
In large scale operations, modular and configurable valves are required to isolate and control dry powders,...

Airshocking hammer
Silos, hoppers, bins, and other containers can build up a layer of powdered product on the internal walls....

Bellows for pharmaceutical powders
Thermal and mechanical changes can lead to stresses in industrial piping systems. These ...

High containment split butterfly valve
Powder containment is the cornerstone of chemical and pharmaceutical manufacturing. ...
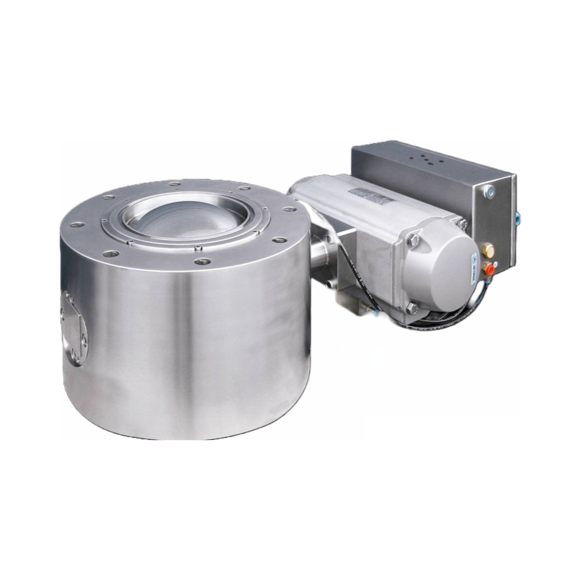
High containment segment ball valve
Valves fitted in blenders and dryers can have dead spaces that prevent complete process...

Removable GMP compliant connections for tubing
Tubing frameworks can have rough welding joints, corners and sharp angles t...

Dust and concentrate handling in smelting plants
Modern metal smelting operations involve extremely harsh conditions that ...
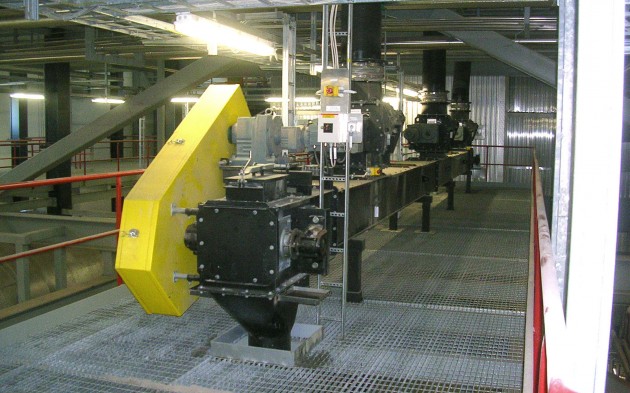
Conveyors for recovery boilers
Recovery boilers recapture energy otherwise wasted in organic byproducts of industrial proces...

Solid biomass receiving systems
Biomass fuels come in many forms and are often handled in very large quantities. Shipment m...

Mobile pallet turner
Turning your pallet may allow for more effective pallet changing than the conventional lifting and grabb...

In-line pallet changer
When you need to transfer load from one pallet to another without tilting or turning, then selecting t...

Non-tilting pallet changer
Stable vertical lifting of the load from the pallet to enable EPAL or industrial pallet exchange.

V-shaped pallet changer
If you are looking for a sturdy pallet changing solution, a stationary V-shaped pallet changer can be...

Pallet changer floor level
For transferring goods from wooden pallets to plastic pallets, or vice-versa, this Pallet changer...

Pallet changer
For turning loads and exchanging them on pallets, here is a stationary pallet changer that will load and unload...

Mobile pallet changer without turning
If you are looking to change the pallet without turning the load, through a lateral p...
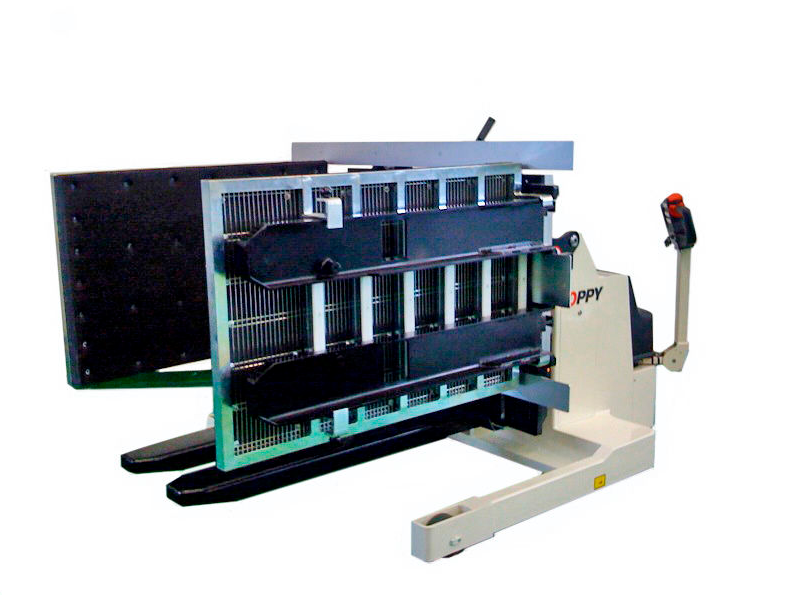
Versatile mobile pallet turner
Here is the versatile mobile pallet turner that completes the typical features of all mobile ...

Mobile pallet turner for higher stacks
When you need to opt a pallet changer that is capable of lifting and turning loads a...