
Making Condensed Milk
Find innovative production technology for making condensed milk and connect directly with world-leading specialists
To produce condensed milk, you need to remove a large portion of the water content from the milk. Usually, you add sugar to it to create a sweet flavor. First, milk is standardized and pasteurized. Then, it goes through an evaporation process to remove the excess water content while sugar is added. After that, the mixture undergoes homogenization. The condensed milk is cooled and crystallized before being ready for packaging.
Technology picks for producing condensed milk

Condensed milk preparation system
Enhance the quality of your dairy-based products with a system designed for efficient mix...

Continuous flash cooler for sweetened condensed milk
Optimize your production with a continuous cooling system, designed ...

Flash cooler for sweetened condensed milk production
Optimize cooling and slight evaporation processes in dairy productio...

Inline flash cooler for sweetened condensed milk
Optimize your sweetened condensed milk production with a continuous flash...
Tell us about your production challenge
Using evaporation in the condensed milk production
Raw milk is standardized and moved to a pasteurizer to remove harmful bacteria. From here, the pasteurized milk passes through an evaporator which heats up the milk at a lower pressure. At this stage, the boiling temperature of milk is also lower. This makes the water evaporate faster and results in concentrated milk. Then you add sugar to the concentrated milk to give it a sweet flavor and help improve its shelf life. The mixture goes through a homogenizer to obtain a smooth texture. After that, the condensed milk is cooled until crystallization occurs. The condensed milk will then be poured into sterilized cans and vacuum sealed for safety.

The dairy-free substitute of sweet, condensed milk
Condensed milk contains about 40%-45% of sugar, or nearly half. For other consumers who prefer a dairy-free diet such as vegans, lactose-intolerant people, or even those who are transitioning to plant-based diet instead of meat, there is an option of using coconut condensed milk. This product uses coconut milk rather than cow’s milk in its blend. The manufacturing process between traditional condensed milk and coconut condensed milk differs in the extraction process of the milk. You can extract coconut milk using a mechanical press of grated coconut kernel mixed with water. From extraction of coconut milk, the process is the same as regular condensed milk: you add sugar and homogenize the mix.
Sweet condensed milk packed inside
There are two packaging options available for condensed milk in the market: either cans or cartons. You can find both available in different sizes. Carton packaging can have different shapes depending on manufacturer designs. They are both filled with condensed milk and sealed in an aseptic environment to prevent contamination. After sealing, they are sterilized in a sterilizing unit, like an autoclave, before they are packed and stored for shipment.
Standard procedure for safe and clean output
As with all dairy products, packaging is an important part of the process: proper packaging guarantees safe products for consumption. The equipment, containers, and environment must be thoroughly cleaned after use since dairy products are prone to contamination from bacteria and other microorganisms. The process may start with a pre-heating unit, or directly in a sterilizing unit and autoclave. Sterilization is essential in the packaging of food products since it applies heat at a certain amount of time to remove harmful bacteria after the filling and sealing process.
Processing steps involved in condensed milk making








Which condensed milk technology do you need?

Bacteria removal separators for milk and whey
Optimize your dairy production by effectively removing bacteria and spores f...

Low temperature evaporator for heat-sensitive food products
Efficiently concentrate sensitive liquid products while pres...

Milk evaporator for dairy industry
Optimize your liquid food production with precise control over evaporation processes, en...

Milk powder processing plant
Achieve precise powder formulations with our state-of-the-art milk powder processing plant, ide...

Powder and liquid mixing system for food and life sciences
Achieve rapid and homogeneous dissolution of large quantities...

Scraped surface heat exchanger for food processing
Efficiently handle temperature-sensitive food products with a compact ...

Evaporators for grape juice and dairy products
Optimize the concentration of grape juice and dairy products with precision...

Direct steam injection system for heat treatment
Achieve precise thermal processing and enhance product quality for comple...
Condensed milk preparation system
Enhance the quality of your dairy-based products with a system designed for efficient mix...

Industrial storage tank for chocolate ingredients
Ensure consistent quality for your confectionery products by integratin...

Lactose drying system for high-quality edible powder
Achieve precise and cost-effective lactose transformation into high-...

Sweetened condensed milk production system
Achieve precise concentration and crystallization for sweetened condensed milk,...
Wide body dryer for dairy and food products
Achieve precise moisture control and optimal powder agglomeration for dairy an...

Lactose crystallizing evaporator
Optimize lactose yield and crystal size control in continuous processing, enhancing product...

Milk product evaporator for high solids concentration
Efficiently concentrate milk products to high solids, optimizing pr...

High-concentration dairy evaporator
Achieve high solids concentrations with enhanced efficiency by integrating this evapora...

Big bag unloading station for solids handling
Optimize bulk solid ingredient handling with this station, designed to strea...

Industrial vacuum kettle for sauce production
Achieve optimal flavor retention and nutrient preservation with an industria...

Rotary filling and sealing for liquid to pasty products
Boost production efficiency with a flexible rotary solution that ...

High-pressure homogenizers for liquid products
Achieve consistent emulsions and stable dispersions with high-pressure homo...

Homogenizer for high-pressure homogenization
Optimize your production with high-pressure homogenization, essential for ach...

High-pressure homogenizer for food and pharmaceuticals
Achieve unparalleled consistency and stability in emulsions and di...

Homogenizers for high-pressure applications
Achieve unparalleled product consistency and stability with precision-engineer...

High-pressure homogenizers for dairy and food products
Achieve consistent texture and stability in your liquid products w...

High-pressure homogenizers for dairy and beverage industries
Achieve precise emulsion stability and consistent particle ...

Inline high-shear mixer for powders and liquids
Achieve efficient mixing and homogenization in your production line with a...

High-capacity inline mixer for dairy and beverages production
Achieve a rapid and homogeneous mix in high-capacity produ...

Mixer for low to medium viscosity products
Optimize your mixing, dosing, and homogenization processes with a versatile mix...

Ultra-high shear mixer for emulsification and homogenization
Optimize your production with ultra-high shear mixing, acce...

High-capacity manual mixer for industrial applications
Optimize your mixing process with a highly efficient, manually ope...

Bigbag discharge system for food, chemical, and pharmaceutical industries
Ensure precise and dust-free handling of bul...

Bigbag filling system for powder and bulk materials
Ensure precise and dust-free bigbag filling with this versatile syste...
Aseptic fillers for liquid and viscous products
Ensure sterile and precise filling of liquid and viscous foods with adapta...

Energy efficient tomato evaporator
Achieve up to 98% steam savings in your evaporation process while ensuring minimal CO2 e...

Storage tank for dairy products and juices
Designed for optimal preservation and hygiene, these storage tanks prevent sedi...

Industrial cheese processing plants
Streamline your cheese production with custom-engineered systems designed to enhance ef...
Aseptic cooking and filling line with two reactors
Streamline your production with a versatile line that combines high-ef...

Flexible bag-in-box filler for liquid and viscous products
Optimized for flexibility and efficiency, this bag-in-box fil...

Efficient tube filler and sealer
Optimize your production line with a semi-automatic tube filling and sealing solution, desi...

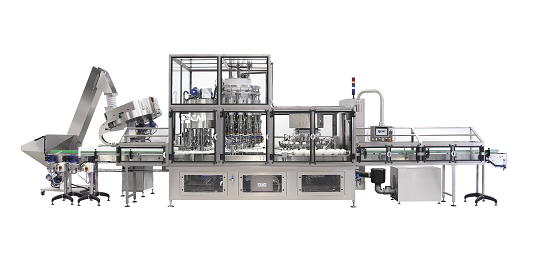
Rotary can filler and closer for metal cans
Achieve seamless integration in your production line with a solution that sinc...

Industrial weight filler for bottles and jars
Achieve precise product filling with our weight filler system, expertly desi...
Multi-stage steam jet vacuum pumps for industrial applications
Achieve precise vacuum conditions for evaporation, distil...

High shear mixer for dairy and personal care products
Achieve consistent emulsification and stable homogeneity with high ...

High shear powder dissolver for homogeneous products
Achieve consistent powder-liquid blends effortlessly with a compact ...

High shear test mixers for developing new products
Streamline product development with high shear test mixers, allowing y...

Industrial high-pressure homogenizer
Achieve precise homogenization with superior flow rates and efficiency, ensuring optim...
Dairy evaporator for nutritional formula
Enhance your dairy processing by optimizing energy efficiency and product quality ...

Dairy waste reduction with evaporator product recovery
Transform dairy processing by efficiently recovering valuable low ...

Forced circulation evaporator for highly viscous liquids
Optimize energy efficiency and minimize fouling in your evaporat...

Filling and seaming groups for aluminium and tin plate cans
Smoothly synchronize filling and seaming of liquid and dense...

Rotary piston fillers with plunger for viscous products
Optimize your filling process with high-speed, rotary piston fill...

Milk reception unit for dairy processing
Ensure precise measurement and streamlined handling of raw milk with an engineered...

Compact food depositor for direct container use
Streamline your depositing process with a versatile solution that handles ...

Tabletop food depositor for portion control
Streamline your food production with precise portion control, reducing waste a...

Falling film concentrators for low viscosity fruit juices
Achieve high concentration levels in fruit and dairy products ...

Industrial homogenizer for liquid food applications
Achieve unparalleled product consistency and quality with high-speed ...
Homogenizer for high-capacity food processing
Achieve superior emulsification and suspension handling with this high-press...
Continuous flash cooler for sweetened condensed milk
Optimize your production with a continuous cooling system, designed ...

Continuous evaporator for dairy products
Enhance your production efficiency with a fully automatic evaporator designed to m...

Evaporator for dairy products
Need efficient moisture removal in diverse dairy and food applications? This falling film evap...

Liquid ingredient reception tank
Optimize your liquid processing with versatile tanks designed for efficient storage and han...

In-line blender for dairy products
Streamline your dairy and beverage production with precision ingredient control and redu...

Water treatment system for aseptic blending in Jnsd production
Ensure a reliable aseptic blending process for your bever...

Ice cream mix preparation solution
Achieve efficient, continuous ice cream and dairy product mixing with low-energy consump...

Industrial homogenizer for dairy and beverage applications
Enhance product quality and reduce operational costs with a h...
High-pressure homogenizer for dairy and beverage products
Achieve optimal product consistency and extend shelf life with...

Ingredient dissolver for small batches
Efficiently dissolve water-soluble powders and concentrates up to 200 cP with precis...

Industrial plate heat exchanger for food processing
Ensure consistent product quality with precise temperature control an...

Tubular heat exchanger for food products
Achieve precise temperature control and energy efficiency with this innovative tub...
Inline flash cooler for sweetened condensed milk
Optimize your sweetened condensed milk production with a continuous flash...

Low-energy evaporation system for dairy products
Enhance product quality and lower energy costs with a cutting-edge evapor...

Evaporation system for dairy products
Optimize product quality with continuous evaporation, ensuring efficient moisture rem...

In-line blender for dairy product formulation
Achieve seamless blending and standardization of complex dairy and liquid pr...

Aseptic carton filling system for tetra fino packaging
Elevate your production efficiency with a high-speed aseptic filli...
Versatile filling system for aseptic packaging
Achieve seamless integration in high-speed aseptic packaging with this flex...

High-speed carton filler for aseptic packaging
Maximize production efficiency with this high-speed filling solution that e...

Manual system for filling and capping jars
Ideal for efficiently handling liquid and semi-dense products, this manual syst...

Cleaning in place system for dairy processing plants
Streamline cleaning efficiency and ensure product quality in your da...

Rotary autoclave for food product sterilization
Optimize your canned food production by ensuring even heating and improved...

Self-priming centrifugal pump for entrained air handling
Effortlessly manage entrained air and foam in fluid processing w...

Instant infusion Uht for baby food or milk concentrate processing
Achieve exceptional product quality with ultra-short,...

Mechanical vapor recompression evaporator for pre-concentration in food industry
Achieve efficient energy use by utili...
Flash cooler for sweetened condensed milk production
Optimize cooling and slight evaporation processes in dairy productio...

High pressure plunger pump for continuous food processing
Achieve consistent texture and quality in spreads and sauces w...

Pilot plant homogeniser
From food to pharma, homogenization is an essential step in the production process that provides unif...

Autoclave sterilizer for food cans and jars
An autoclave is a must-have machine for canned food production lines. It perfo...
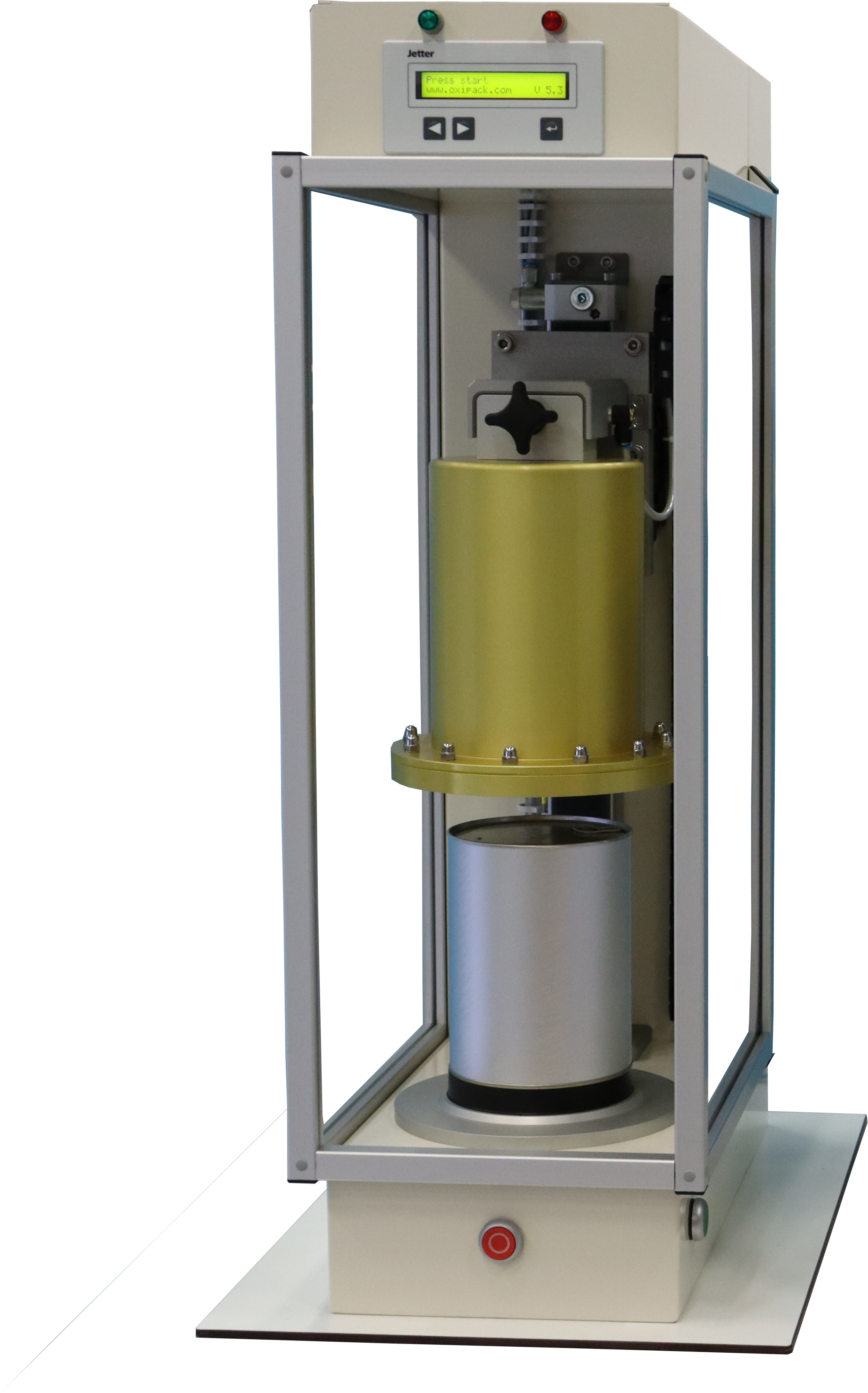
Can leak tester
Every canned pet food producer knows that their product should avoid the growth of microorganisms that could s...

High speed can seamer
Tin plate thickness for cans has gradually reduced over the years, which makes it a hassle to use new c...

Medium scale round can seamer
Automatic seaming of cans of craft bear can be quite the hassle with the movement from the cen...

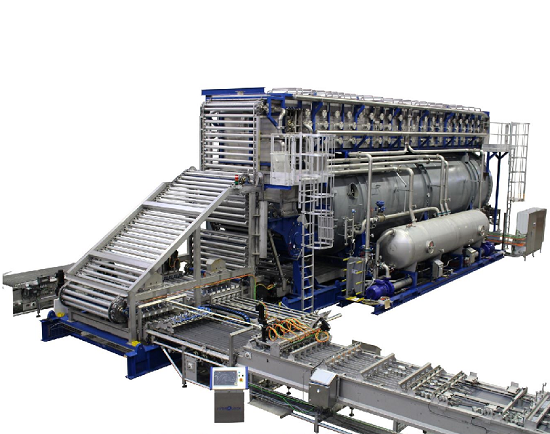
Continuous sterilizer for milk beverages
An important goal of heat processing in the manufacturing of milk beverages is to ...
Continuous sterilizer for tin cans and jars
A concern in the coffee industry is maintaining the freshness, taste, and qual...
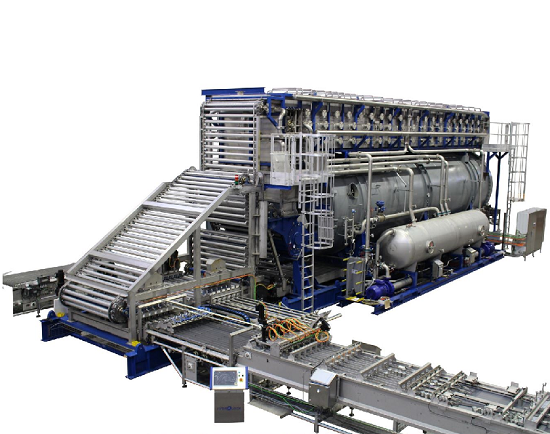
Continuous sterilizer for canned products
Sterilization is a critical operation in the manufacturing of canned vegetables ...

High pressure electric laboratory homogenizer
It’s vital that small units for experimentation can scale up with 100% accur...

High pressure pilot homogenizer
Biotech and pharmaceutical development programs often require a mixing method that achieves ...

High pressure industrial homogenizer
For any industrial pharmaceutical process that relies on high pressure homogenization ...

Pilot high pressure homogenizer
For maximum value, a high-pressure homogenizer that’s suitable for both laboratory and pilot...

High pressure air powered laboratory homogenizer
Offering lab-scale to small pharmaceutical production scale output for in...
Filling machine for viscous products
Chocolate paste and other viscous liquids require special handling to obtain the optim...

Tumbler sieve for classifying and dedusting granular materials
For the classification of delicate granular material, scr...

High volume particles separation sieve
For large scale production processes in the chemicals or food industries that requir...

Multifrequency sieve for separation of difficult particles
Separating particles in difficult-to-process materials for pr...