Liquid separation units
Connect directly with world-leading production technology suppliers of innovative liquid separation units
Let's navigate the complex world of engineered-to-order production technology together. Whether you're building a new process or optimizing an existing line, our platform connects you directly to the experts who can help. Use our curated catalogue to dive straight into the technologies that match your production goals. We continuously map out how production technology from suppliers around the world can help solve real production challenges. If you find something interesting, we introduce you directly to the specialists who know how to implement it. With more than 600 trusted machine manufacturers and over 20.000 technical experts in our network, you’re never far from the answers you need.
Which liquid separation units technology do you need?

High-pressure preheaters for power plants
Optimize your power plant’s efficiency by efficiently preheating feedwater...

Synthesis gas cooler for partial oxidation of oil or natural gas
Optimize high-temperature gas streams efficiently by em...

Replacement waste heat boiler for formaldehyde plants
Optimize energy recovery in high-temperature chemical reactions wit...

Industrial steam superheaters
Optimize energy efficiency and achieve precise steam temperature control with advanced steam s...

Ethylene recovery unit for ethylene oxide and glycol production
Recover valuable ethylene monomer efficiently from cycle...

Ethylene recovery unit for Pe production
Optimize your polyethylene production by seamlessly integrating this ethylene reco...

Hydrocarbon recovery unit for chemical plants
Maximize your hydrocarbon capture and reuse with an advanced recovery unit t...

Monomer recovery unit
Effectively recover valuable monomers while ensuring high purity and low operating pressures, ideal for...

Propylene and nitrogen recovery system for industrial applications
Enhance your production efficiency by recovering hig...

Integrally geared centrifugal compressors for process gases
Optimize your production efficiency with our integrally gear...

Scraped surface exchanger for heat transfer with high viscosity
Efficiently handle high-viscosity products and extend ma...

Linear transfer line exchanger for ethylene plants
Rapidly cools furnace effluent in ethylene plants to optimize performa...

Ethylene cracking gas cooling system
Quickly reduce gas temperatures in high-capacity ethylene plants with a robust cooling...

Retrofit for active carbon recovery systems
Facing inefficiencies in vapor recovery and emission control? This retrofit so...
Voc emission reduction unit for ship loading
Ensure safe and efficient marine vapour recovery with a compact, integrated s...

Vent recovery systems for car filling stations
Enhance emission control and safety at car filling stations by optimizing v...

Carbon capture membranes for Co2 separation
Efficiently reduce carbon emissions in power plants and industrial operations ...

Fuel gas conditioning system
Optimize your fuel gas for efficient turbine operation and pipeline distribution with an advanc...

Hydrogen separation membranes for refineries
Optimize hydrogen recovery and purification in your production line with adva...

Pervaporation membrane for solvent dehydration
Efficiently separate and dehydrate solvents at molecular levels, ensuring p...
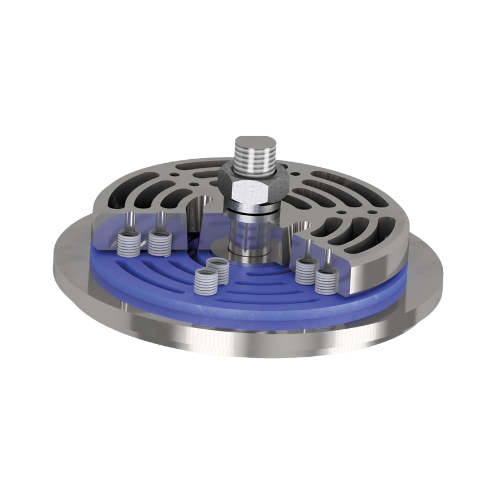
Plate valves for compressors handling all gases
Ensure reliable gas compression with innovative plate valves designed for ...

Valve reconditioning, analysis, and optimization
When your compressor valves fail to reach optimal performance, this solut...

Ring valves for industrial compressor systems
Optimize the efficiency and reliability of your gas compression processes wi...

Aromatic recovery unit for refineries
Ensure compliance with stringent emission standards by effectively recovering and sep...