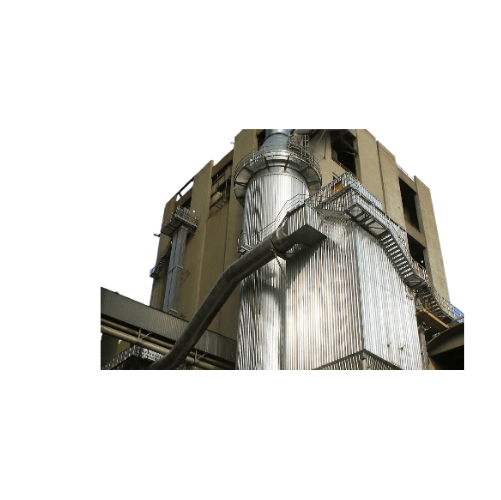
Gas conditioning tower for industrial gas cooling
Effectively manage high-temperature flue gases through precise cooling and humidification, ensuring optimal operational conditions for downstream filtration processes and compliance with environmental standards.




Cools and Conditions Industrial Gas Emissions
The Gas Conditioning Tower (GCT) from GEA is designed to address the needs of industrial facilities for effective gas cooling and conditioning. Utilizing either hydraulic or twin-fluid atomization, the GCT controls temperature, gas volume, and humidity by evaporating water, crucial in managing emission temperatures for compliance and efficiency. It sees extensive application in oil, gas, energy, chemical, and food processing industries, notably in handling emissions from power plants and petrochemical facilities. Its compact design supports various operations, providing efficient integration into existing production lines. The GCT is capable of continuous industrial-scale operations, equipped with a casing designed to withstand the full under-pressure of an ID fan. With optional materials like stainless steel, it ensures durability against corrosion, while its low-maintenance design curtails ongoing operational costs. Customization options are available, ensuring the GCT meets specific industrial requirements and environmental standards effectively.
Benefits
- Enhances compliance with emission regulations through precise temperature and volume control.
- Supports zero liquid discharge, promoting environmental sustainability.
- Lowers operational costs with energy-efficient atomization techniques.
- Reduces maintenance downtime due to robust, low-maintenance design.
- Allows versatile integration across diverse industries like chemical and energy sectors.
- Applications
- Food, Gas, Energy, Beverage, Oil, Environment, Chemical, Pharmaceutical
- End products
- Pharmaceutical compounds, Beverages, Power plant emissions, Processed foods, Natural gas, Chemical compounds, Petrochemicals, Industrial emissions
- Steps before
- Gas purification, Particulate removal, Temperature monitoring
- Steps after
- Filtration, Dust collection, Emission monitoring
- Input ingredients
- flue gas, inlet temperature, water, compressed air, steam
- Output ingredients
- cooled gases, reduced gas volume, humidified gases, evaporated water
- Market info
- GEA is known for its expertise in engineering innovative and sustainable equipment and solutions, focusing on sectors such as food, beverages, pharmaceuticals, and energy, with a reputation for quality, efficiency, and advanced technological applications in industrial processing.
- Atomization Technology
- Hydraulic / Twin-fluid
- Droplet Size
- Variable based on atomization
- Energy Consumption
- Low (hydraulic) / High (twin-fluid)
- Casing Design
- Compact / Larger
- Inlet Flue Gas Temperature Range
- Customizable
- Outlet Flue Gas Temperature
- Controlled
- Injection Control
- Via control valve
- Load Bearing Capacity
- Full under pressure of ID fan
- Cleaning Function
- Available post-deadtime
- Distribution System
- Deflection, guide, perforated sheets
- Working mechanism
- Twin-fluid and hydraulic atomization
- Cooling method
- Evaporative cooling with water
- Droplet size control
- Control of droplet size for energy efficiency
- Humidity control
- Gas volume reduction and humidification
- Deflection and guiding system
- Deflection, guide, and perforated sheets
- Maintenance needs
- Low maintenance and cost
- Cleaning method
- Function available after specific deadtime
- Pressure handling
- Full under pressure of ID fan
- Automation level
- Spillback system control
- Zero Liquid Discharge (ZLD)
- Used waste heat for efficient water evaporation
- Density/particle size
- 0.5–2.5 g/cm³ / 50–1000 µm
- Casing Design
- Compact
- Droplet Size
- Adjustable
- Nozzle Type
- Spillback / Spray Injection
- Material of Construction
- Corrosion-resistant steel
- Footprint
- Compact design
- Cooling Function
- Available
- Evaporation Method
- Hydraulic / Twin-fluid Atomization
- Casing design
- Compact / Larger